
ГОСТ 22908-78
Группа Г25
3908-0100
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АЛМАЗЫ В ОПРАВАХ
Технические условия
Dresser diamonds. Specifications
ОКП 39 7176
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.А.Климов, канд. техн. наук (руководитель темы); Р.Ф.Кохан, канд. хим. наук; В.В.Авакян, Л.Я.Хозак, канд. техн. наук; А.М.Кунис
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.01.78 N 107
Изменение N 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6 от 21.10.94)
За принятие проголосовали:
| Наименование государства | Наименование национального органа |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Белоруссия | Госстандарт Белоруссии |
| Грузия | Грузстандарт |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Киргизская Республика | Киргизстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3. Срок проверки - 1992 г.
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, раздела |
| ГОСТ 8.051-81 | 4.1 |
| ГОСТ 12.3.023-80 | 2.12 |
| ГОСТ 15.001-88* | 3.4 |
| ГОСТ 1050-88 | 2.3 |
| ГОСТ 2848-75 | 2.4 |
| ГОСТ 9150-81 | 2.5 |
| ГОСТ 9953-82 | 2.4 |
| ГОСТ 16093-81 | 2.5 |
| ГОСТ 18088-83 | Разд. 5 |
| ГОСТ 19738-74 | 2.9 |
| ГОСТ 24705-81 | 2.5 |
_______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - Примечание изготовителя базы данных.
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (март 1998 г.) с Изменениями N 1, 2, 3, утвержденными в сентябре 1983 г., июле 1987 г., марте 1995 г. (ИУС 1-84, 12-87, 6-95)
Настоящий стандарт распространяется на алмазы в оправах, предназначенные для правки шлифовальных кругов прямого и фасонного профиля, и изготовляемые для нужд народного хозяйства и экспорта.
Требования стандарта в части разд.1, 2 (кроме пп.2.3 и 2.9), п.3.1, разд.4 и 5 являются обязательными, другие требования стандарта - рекомендуемыми.
(Измененная редакция, Изм. N 1, 3).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Алмазы в оправах должны изготовляться типов: 1 - цилиндрические; 2 - цилиндрические с головкой; 3 - конические; 4 - резьбовые.
1.2. Основные размеры алмазов в оправах должны соответствовать указанным на черт.1-4 и в табл.1-4.
Черт.1. Тип 1
Тип 1
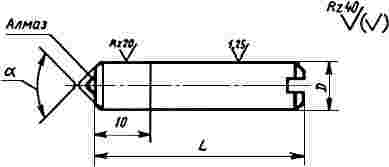
Черт.1
Примечание. По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах без шлица.
Таблица 1
Размеры в мм
| Обозначение при | Применяемость |
|
| Масса алмаза, караты | |
| 90° | 120° | | | | |
| 3908-0101 | 3908-0102 | 6 | 25,0 | 0,02-0,04 | |
| 3908-0105 | 3908-0106 | | 25,0 | 0,05-0,10 | |
| 3908-0111 | 3908-0112 | | 50,0 | ||
| 3908-0113 | 3908-0114 | | 25,0 | 0,11-0,20 | |
| 3908-0117 | 3908-0118 | | 50,0 | | |
| 3908-0121 | 3908-0122 | 7 | 8,5 | 0,31-0,40 | |
| 3908-0123 | 3908-0124 | | 18,0 | ||
| 3908-0125 | 3908-0126 | 8 | 25,0 | 0,21-0,30 | |
| 3908-0131 | 3908-0132 | | 50,0 | | |
| 3908-0133 | 3908-0134 | | 25,0 | 0,31-0,40 | |
| 3908-0137 | 3908-0138 | | 50,0 | | |
| 3908-0141 | 3908-0142 | | 25,0 | 0,41-0,60 | |
| 3908-0145 | 3908-0146 | | 50,0 | | |
| 3908-0147 | 3908-0148 | | 25,0 | 0,61-0,85 | |
| 3908-0153 | 3908-0154 | | 50,0 | | |
| 3908-0155 | 3908-0156 | 10 | 50,0 | 0,21-0,30 | |
| 3908-0157 | 3908-0158 | | | 0,31-0,40 | |
| 3908-0161 | 3908-0162 | | | 0,41-0,60 | |
| 3908-0163 | 3908-0164 | | | 0,61-0,85 | |
| 3908-0165 | 3908-0166 | | | 0,86-1,10 | |
| 3908-0167 | 3908-0168 | | | 1,11-1,35 | |
| 3908-0171 | 3908-0172 | | | 1,36-1,60 | |
| 3908-0173 | 3908-0174 | | | 1,61-2,10 | |
| 3908-0175 | 3908-0176 | 12 | | 0,21-0,30 | |
| 3908-0177 | 3908-0178 | | 75,0 | 0,31-0,40 | |
| 3908-0181 | 3908-0182 | | | 0,41-0,60 | |
| 3908-0183 | 3908-0184 | | | 0,61-0,85 | |
| 3908-0185 | 3908-0186 | | | 0,86-1,10 | |
| 3908-0187 | 3908-0188 | | | 1,11-1,35 | |
| 3908-0191 | 3908-0192 | | | 1,36-1,60 | |
| 3908-0193 | 3908-0194 | | | 1,61-2,10 | |
Примечания:
1. Предельное отклонение диаметра ![]() на длине 10 мм не должно превышать +0,5 мм.
на длине 10 мм не должно превышать +0,5 мм.
2. По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах диаметром ![]() 8 и 10 мм, длиной
8 и 10 мм, длиной ![]() 25 и 50 мм с весовыми группами алмаза 0,05-0,10 и 0,11-0,20 кар.
25 и 50 мм с весовыми группами алмаза 0,05-0,10 и 0,11-0,20 кар.
3. По требованию потребителя допускается изготовлять алмазы в оправах длиной ![]() , отличающейся от указанной в табл.1.
, отличающейся от указанной в табл.1.
Для алмазов в оправах диаметром ![]() 7 мм шероховатость поверхности
7 мм шероховатость поверхности ![]() 1,25 мкм и предельные отклонения по f 9 на всей длине.
1,25 мкм и предельные отклонения по f 9 на всей длине.
Пример условного обозначения алмаза в оправе типа 1, диаметром ![]() 8 мм, длиной
8 мм, длиной ![]() 50 мм, с алмазом массой 0,31-0,40 карата, с углом
50 мм, с алмазом массой 0,31-0,40 карата, с углом ![]() 90°:
90°:
3908-0137 ГОСТ 22908-78
Черт.2. Тип 2
Тип 2
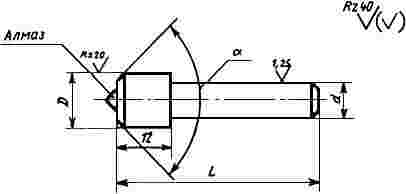
Черт.2
Таблица 2
Размеры в мм
| Обозначение при | Приме- |
|
|
| Масса алмаза, караты | |
| 90° | 120° | | | |||
| 3908-0195 | 3908-0196 | 10 | 6 | 32 | 0,21-0,30 | |
| 3908-0197 | 3908-0198 | | | | 0,31-0,40 | |
| 3908-0201 | 3908-0202 | | | | 0,41-0,60 | |
| 3908-0203 | 3908-0204 | | | 50 | 0,61-0,85 | |
| 3908-0205 | 3908-0206 | | | | 0,86-1,10 | |
| 3908-0207 | 3908-0208 | | | | 1,11-1,35 | |
| 3908-0211 | 3908-0212 | | | | 1,36-1,60 | |
| 3908-0213 | 3908-0214 | | | | 1,61-2,10 | |
| 3908-0215 | 3908-0216 | 12 | 8 | 32 | 0,21-0,30 | |
| 3908-0217 | 3908-0218 | | | 50 | | |
| 3908-0221 | 3908-0222 | | | 32 | 0,31-0,40 | |
| 3908-0223 | 3908-0224 | | | 50 | | |
| 3908-0225 | 3908-0226 | | | 32 | 0,41-0,60 | |
| 3908-0227 | 3908-0228 | | | 50 | | |
| 3908-0231 | 3908-0232 | | | 32 | 0,61-0,85 | |
| 3908-0233 | 3908-0234 | | | 50 | | |
| 3908-0235 | 3908-0236 | | | 32 | 0,86-1,10 | |
| 3908-0237 | 3908-0238 | | | 50 | | |
| 3908-0241 | 3908-0242 | | | 32 | 1,11-1,35 | |
| 3908-0243 | 3908-0244 | | | 50 | | |
| 3908-0245 | 3908-0246 | | | 32 | 1,36-1,60 | |
| 3908-0247 | 3908-0248 | | | 50 | | |
| 3908-0251 | 3908-0252 | | | 32 | 1,61-2,10 | |
| 3908-0253 | 3908-0254 | | | 50 | | |
Примечания:
1. По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах диаметром ![]() 10 мм, длиной
10 мм, длиной ![]() 32 мм и диаметром
32 мм и диаметром ![]() 12 мм, длиной
12 мм, длиной ![]() 32 и 50 мм с весовыми группами алмаза 0,05-0,10 и 0,11-0,20 кар.
32 и 50 мм с весовыми группами алмаза 0,05-0,10 и 0,11-0,20 кар.
2. По требованию потребителя допускается изготовлять алмазы в оправах длиной ![]() , отличающейся от указанной в табл.2.
, отличающейся от указанной в табл.2.
Пример условного обозначения алмаза в оправе типа 2 диаметром ![]() 6 мм, длиной
6 мм, длиной ![]() 32 мм, с алмазом массой 0,31-0,40 карата, с углом
32 мм, с алмазом массой 0,31-0,40 карата, с углом ![]() 120 °.
120 °.
3908-0198 ГОСТ 22908-78
Черт.3. Тип 3
Тип 3
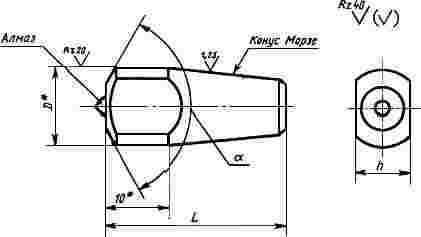
__________________
* Размеры для справок.
Черт.3
Таблица 3
Размеры в мм
| Обозначение при | Приме- | Обозначение конуса Морзе |
|
|
| Масса алмаза, караты | |
| 90° | 120° | | | ||||
| 3908-0255 | 3908-0256 | В10 | 10,3 | 28 | 8 | 0,31-0,40 | |
| 3908-0257 | 3908-0258 | | | | | 0,41-0,60 | |
| 3908-0261 | 3908-0262 | | | | | 0,61-0,85 | |
| 3908-0263 | 3908-0264 | | | | | 0,86-1,10 | |
| 3908-0265 | 3908-0266 | | | | | 1,11-1,35 | |
| 3908-0267 | 3908-0268 | | | | | 1,36-1,60 | |
| 3908-0271 | 3908-0272 | В12 | 12,2 | 32 | 10 | 0,31-0,40 | |
| 3908-0273 | 3908-0274 | | | | | 0,41-0,60 | |
| 3908-0275 | 3908-0276 | | | | | 0,61-0,85 | |
| 3908-0277 | 3908-0278 | | | | | 0,86-1,10 | |
| 3908-0281 | 3908-0282 | | | | | 1,11-1,35 | |
| 3908-0283 | 3908-0284 | | | | | 1,36-1,60 | |
Примечание. По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах с весовыми группами алмаза 0,05-0,10, 0,11-0,20, 0,21-0,30 кар.
Пример условного обозначения алмаза в оправе типа 3 диаметром ![]() 10,3 мм, с алмазом массой 0,41-0,60 карата с углом
10,3 мм, с алмазом массой 0,41-0,60 карата с углом ![]() 120 °:
120 °:
3908-0258 ГОСТ 22908-78
Черт.4. Тип 4
Тип 4
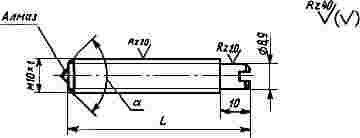
Черт.4
Таблица 4
Размеры в мм
| Обозначение при | Применяемость |
| Масса алмаза, караты | |
| 90° | 120° | | | |
| 3908-0285 | 3908-0286 | 50 | 0,11-0,20 | |
| 3908-0287 | 3908-0288 | | 0,21-0,30 | |
| 3908-0291 | 3908-0292 | | 0,31-0,40 | |
| 3908-0293 | 3908-0294 | | 0,41-0,60 | |
| 3908-0295 | 3908-0296 | 36 | 0,61-0,85 | |
| 3908-0297 | 3908-0298 | 50 | | |
| 3908-0301 | 3908-0302 | 36 | 0,86-1,10 | |
| 3908-0303 | 3908-0304 | 50 | | |
| 3908-0305 | 3908-0306 | | 1,11-1,35 | |
| 3908-0307 | 3908-0308 | | 1,36-1,60 | |
Примечания:
1. По согласованию изготовителя с потребителем допускается изготовлять алмазы в оправах длиной ![]() 50 мм с весовой группой алмаза 0,05-0,10 кар.
50 мм с весовой группой алмаза 0,05-0,10 кар.
2. По требованию потребителя допускается изготовлять алмазы в оправах длиной ![]() , отличающейся от указанной в табл.4.
, отличающейся от указанной в табл.4.
Пример условного обозначения алмаза в оправе типа 4 длиной ![]() 50 мм, с алмазом массой 0,31-0,40 карата с утлом
50 мм, с алмазом массой 0,31-0,40 карата с утлом ![]() 120 °:
120 °:
3908-0292 ГОСТ 22908-78
(Измененная редакция, Изм. N 2).
1.3. Алмазы в оправах должны изготовляться с углом державки ![]() 90° - для правки кругов фасонного профиля и с углом державки
90° - для правки кругов фасонного профиля и с углом державки ![]() 120 ° - для правки кругов прямого профиля.
120 ° - для правки кругов прямого профиля.
1.4. (Исключен, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Алмазы в оправах должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Для изготовления алмазов в оправах должно применяться алмазное сырье XII группы, подгрупп а, б, в, б-1 типа 1, подгрупп а, б, а-1, б-1 типа 2.
Примечание. Допускается применять алмазное сырье XII группы, подгруппы а 1-го и 2-го качества, XII группы, подгруппы б, XXXI группы, подгруппы а 1, 2, 3-го качества.
(Измененная редакция, Изм. N 2, 3).
2.3. Державки должны изготовляться из стали марки 20 по ГОСТ 1050.
Допускается применение других марок сталей, по своим механическим свойствам не ниже указанной.
2.4. Размеры конусов державок - по ГОСТ 9953. Предельные отклонения по степени точности АТ7 ГОСТ 2848.
2.5. Резьба - по ГОСТ 9150* и ГОСТ 24705**. Поле допуска резьбы - 8g по ГОСТ 16093***.
_______________
* На территории Российской Федерации действует ГОСТ 9150-2002;
** На территории Российской Федерации действует ГОСТ 24705-2004;
*** На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 3).
2.6. Предельные отклонения угла державки ![]() должны быть ±5°.
должны быть ±5°.
2.7. Неуказанные предельные отклонения размеров: валов - по h14, остальных - ![]() .
.
2.8. На поверхности державки не допускаются вмятины, острые кромки и следы коррозии, видимые невооруженным глазом.
Примечание. На торце державки со стороны алмаза допускаются следы обработки.
(Измененная редакция, Изм. N 2).
2.9. Алмаз в державке должен крепиться пайкой серебряным припоем марок ПСр45 или ПСр50Кд по ГОСТ 19738.
Допускается крепление алмаза другими припоями или методами, обеспечивающими прочность крепления алмаза в державке.
2.10. На державке должны быть нанесены риски, указывающие направление вектора наибольшей твердости алмаза.
2.11. Смещение рабочей вершины алмаза относительно оси державки не должно быть более:
0,1 мм - для правки кругов фасонного профиля;
0,3 мм - для правки кругов прямого профиля.
2.12. Требования безопасной работы алмазов в оправах - по ГОСТ 12.3.023.
(Введен дополнительно, Изм. N 1).
2.13. Удельная производительность инструмента из алмазного сырья XII группы, подгруппы а, типов 1 и 2, подгруппы а-1 типа 2, подгруппы в типа 1 при правке шлифовального круга характеристикой 24А 25 CMI 5K должна быть не менее 400 см![]() /мг, из алмазного сырья XII группы, подгрупп б, б-1 типов 1 и 2 - не менее 245 см
/мг, из алмазного сырья XII группы, подгрупп б, б-1 типов 1 и 2 - не менее 245 см![]() /мг при режиме правки по п.4.5.
/мг при режиме правки по п.4.5.
(Измененная редакция, Изм. N 2, 3).
2.14. На державке алмаза в оправе должна быть четко нанесена следующая маркировка:
- товарный знак предприятия-изготовителя;
- масса алмаза в каратах;
- номер изделия по системе нумерации предприятия-изготовителя (на державках диаметром ![]() свыше 7 мм).
свыше 7 мм).
2.15. Упаковка - по ГОСТ 18088.
2.14, 2.15. (Введены дополнительно, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия алмазов в оправах требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 2).
3.2. Приемочному контролю на соответствие требованиям пп.1.2; 2.4; 2.5; 2.8; 2.10; 2.11; 2.14 подвергаются все алмазы в оправах; на соответствие пп.2.6 и 2.7 - 10% от партии, но не менее 2 шт.
Партия должна состоять из алмазов в оправах одного типоразмера, одновременно предъявленных к приемке по одному документу.
(Измененная редакция, Изм. N 3).
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, партию не принимают.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, проводят повторный контроль на удвоенном числе алмазов в оправах по всем показателям.
При наличии дефектов в повторной выборке партию не принимают.
(Измененная редакция, Изм. N 2).
3.4. Периодическим испытаниям на соответствие требованиям п.2.13 подвергают не менее 5 алмазов в оправах любого типоразмера не реже раза в год.
(Измененная редакция, Изм. N 2, 3).
3.5. Допускается проведение периодических испытаний у потребителя в производственных условиях.
3.6. (Исключен, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль алмазов в оправах проводится с помощью универсальных средств измерений в соответствии с требованиями ГОСТ 8.051.
(Измененная редакция, Изм. N 1).
4.2. Выявление дефектов на рабочей части алмаза производят при увеличении 6![]() .
.
4.3. Шероховатость поверхности державок алмазов в оправах контролируют визуально путем сравнения с эталонным образцом.
В местах маркировки шероховатость поверхности не контролируют.
4.4. Маркировку и наличие рисок контролируют осмотром.
4.5. Контроль требований п.2.13 проводят при следующем режиме правки:
- окружная скорость круга - 35 м/с;
- продольная подача - 0,1 мм/об;
- поперечная подача - 0,01 мм/дв. ход;
- скорость охлаждения - 20 л/мин.
(Введен дополнительно, Изм. N 3).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение алмазов в оправах - по ГОСТ 18088.
(Измененная редакция, Изм. N 3).
Разд. 6. (Исключен, Изм. N 2).