
ГОСТ 2856-79*
Группа В51
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СПЛАВЫ МАГНИЕВЫЕ ЛИТЕЙНЫЕ
Марки
Casting magnesium alloys. Grades
ОКП 17 1440
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по стандартам от 24 сентября 1979 года N 3644 дата введения установлена 01.01.81
Ограничение срока действия снято Постановлением Госстандарта СССР от 16.07.85 N 2222
ВЗАМЕН ГОСТ 2856-68
* ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1985 года, октябре 1987 года (ИУС 10-85, 1-88)
1. Настоящий стандарт распространяется на магниевые литейные сплавы, предназначенные для изготовления фасонных отливок.
Стандарт полностью соответствует СТ СЭВ 5734-86.
(Измененная редакция, Изм. N 2).
2. В зависимости от химического состава устанавливаются следующие марки сплавов: МЛ3, МЛ4, МЛ4пч, МЛ5, МЛ5пч, МЛ5он, МЛ6, МЛ8, МЛ9, МЛ10, МЛ11, МЛ12, МЛ15 и МЛ19.
Примечание. Буквы "пч" и "он" означают: пч - повышенной чистоты, он - общего назначения.
3. Магниевые сплавы должны изготовляться в соответствии с требованиями настоящего стандарта с химическим составом, указанным в табл.1.
Таблица 1
|
|
Химический состав, % |
||||||||||||||||||||
|
|
основные компоненты |
примеси, не более |
|||||||||||||||||||
|
Марка спла-
|
маг- |
алю- ми- |
мар- |
цинк |
ци- |
кад- мий |
ин- |
сум- |
лан- тан |
нео- дим |
итт- рий |
алю- ми- ний |
крем- ний |
же- лезо |
ни- кель |
медь |
цинк |
бе- |
цир- ко- |
про- чие при- меси |
сумма опреде- ляемых при- месей |
|
МЛ3 |
Ос- |
2,5- |
0,15- |
0,5- |
- |
- |
- |
- |
- |
- |
- |
- |
0,25 |
0,06 |
0,01 |
0,1 |
- |
0,002 |
0,002 |
0,1 |
0,5 |
|
МЛ4 |
То же |
5,0- |
0,15- |
2,0- |
- |
- |
- |
- |
- |
- |
- |
- |
0,25 |
0,06 |
0,01 |
0,1 |
- |
0,002 |
0,002 |
0,1 |
0,5 |
|
МЛ4пч |
" |
5,0- |
0,15- |
2,0- |
- |
- |
- |
- |
- |
- |
- |
- |
0,08 |
0,007 |
0,002 |
0,04 |
- |
0,002 |
0,002 |
- |
0,13 |
|
МЛ5 |
" |
7,5- |
0,15- |
0,2- |
- |
- |
- |
- |
- |
- |
- |
- |
0,25 |
0,06 |
0,01 |
0,1 |
- |
0,002 |
0,002 |
0,1 |
0,5 |
|
МЛ5пч |
" |
7,5- |
0,15- |
0,2- |
- |
- |
- |
- |
- |
- |
- |
- |
0,08 |
0,007 |
0,001 |
0,04 |
- |
0,002 |
0,002 |
- |
0,13 |
|
МЛ5он |
" |
7,5- |
0,15- |
0,2- |
- |
- |
- |
- |
- |
- |
- |
- |
0,35 |
0,08 |
0,01 |
0,25 |
- |
0,002 |
0,002 |
0,1 |
0,7 |
|
МЛ6 |
" |
9,0- |
0,1- |
0,6- |
- |
- |
- |
- |
- |
- |
- |
- |
0,25 |
0,06 |
0,01 |
0,1 |
- |
0,002 |
0,002 |
0,1 |
0,5 |
|
МЛ8 |
" |
- |
- |
5,5- |
0,7- |
0,2- |
- |
- |
- |
- |
- |
0,02 |
0,03 |
0,01 |
0,005 |
0,03 |
- |
0,001 |
- |
0,12 |
0,2 |
|
МЛ9 |
" |
- |
- |
- |
0,4- |
- |
0,2- |
- |
- |
1,9- |
- |
0,02 |
0,03 |
0,01 |
0,005 |
0,03 |
0,15 |
0,001 |
- |
0,10 |
0,35 |
|
МЛ10 |
" |
- |
- |
0,1- |
0,4- |
- |
- |
- |
- |
2,2- |
- |
0,02 |
0,03 |
0,01 |
0,005 |
0,03 |
- |
0,001 |
- |
0,12 |
0,2 |
|
МЛ11 |
" |
- |
- |
0,2- |
0,4- |
- |
- |
2,5- |
- |
- |
- |
0,02 |
0,03 |
0,02 |
0,005 |
0,03 |
- |
0,001 |
- |
0,12 |
0,2 |
|
МЛ12 |
" |
- |
- |
4,0- |
0,6- |
- |
- |
- |
0,6- |
- |
- |
0,02 |
0,03 |
0,01 |
0,005 |
0,03 |
- |
0,001 |
- |
0,12 |
0,2 |
|
МЛ15 |
" |
- |
- |
4,0- |
0,7- |
- |
- |
- |
- |
- |
- |
0,02 |
0,03 |
0,01 |
0,005 |
0,03 |
- |
- |
- |
0,12 |
0,2 |
|
МЛ19 |
" |
- |
- |
0,1- |
0,4- |
- |
- |
- |
- |
1,6- |
1,4- |
0,03 |
0,03 |
0,01 |
0,005 |
0,03 |
- |
0,001 |
- |
0,14 |
0,25 |
Примечания:
1. РЗМ - элементы, входящие в состав цериевого миш-металла, содержащего не менее 45% церия.
2. При одновременном содержании бериллия и циркония в сплавах марок МЛ4, МЛ4пч, МЛ5, МЛ5пч массовая доля бериллия не должна превышать 0,0015%.
3. В сплаве МЛ5пч массовая доля титана допускается не более 0,005%.
4. Механические свойства сплавов, определяемые на отдельно отлитых образцах, должны соответствовать требованиям, указанным в табл.2.
Таблица 2
|
Марка сплава |
Способ литья |
Вид термической обработки |
Временное сопротивление |
Предел текучести |
Относительное удлинение при |
|
|
|
|
не менее
|
||
|
МЛ3 |
З |
- |
160(16,0) |
- |
6 |
|
МЛ4 |
З, О, К |
- |
160(16,0) |
80(8,0) |
3 |
|
|
З, О, К |
Т4 |
220(22,0) |
80(8,0) |
5 |
|
|
З, О, К |
Т6 |
225(22,5) |
100(10,0) |
2 |
|
МЛ4пч |
З, О, К |
- |
160(16,0) |
80(8,0) |
3 |
|
|
З, О, К |
Т4 |
220(22,0) |
80(8,0) |
5 |
|
|
З, О, К |
Т6 |
225(23,0) |
100(10,0) |
2 |
|
МЛ5 |
З, О, К |
- |
160(16,0) |
90(9,0) |
2 |
|
|
З, О, К |
Т2 |
160(16,0) |
85(8,5) |
2 |
|
|
З, О, К |
Т4 |
235(23,5) |
90(9,0) |
5 |
|
|
З, О, К |
Т6 |
235(23,5) |
100(11,0) |
2 |
|
|
Д |
- |
175(17,5) |
110(11,0) |
1 |
|
МЛ5пч |
З, О, В, Г, К |
- |
160(16,0) |
90(9,0) |
2 |
|
|
З, О, В, Г, К |
Т2 |
160(16,0) |
85(8,5) |
2 |
|
|
З, О, В, Г, К |
Т4 |
235(23,5) |
90(9,0) |
5 |
|
|
З, О, В, Г, К |
Т6 |
235(23,5) |
110(11,0) |
2 |
|
|
Д |
- |
175(17,5) |
110(11,0) |
1 |
|
МЛ5он |
З, О, К |
- |
160(16,0) |
90(9,0) |
2 |
|
|
З, О, К |
Т4 |
230(23,0) |
85(8,5) |
5 |
|
|
З, О, К |
Т6 |
230(23,0) |
105(10,5) |
2 |
|
МЛ6 |
З, К |
- |
150(15,0) |
- |
1 |
|
|
З, К |
Т4 |
225(22,5) |
110(11,0) |
4 |
|
|
З, К |
Т6 |
225(22,5) |
140(14,0) |
1 |
|
|
З, К |
Т61 |
230(23,0) |
140(14,0) |
1 |
|
МЛ8 |
З, О, К, В, Г |
Т6 |
265(27,0) |
170(17,0) |
4 |
|
|
З, О, К, В, Г |
Т61 |
275(28,0) |
175(17,5) |
4 |
|
МЛ9 |
З, О, К, В, Г |
Т6 |
230(23,0) |
110(11,0) |
4 |
|
МЛ10 |
З, О, К, В, Г |
Т6 |
230(23,0) |
140(14,0) |
3 |
|
|
З, О, К, В, Г |
Т61 |
240(24,0) |
140(14,0) |
3 |
|
МЛ11 |
З, О, К, В, Г |
- |
120(12,0) |
70(7,0) |
1,5 |
|
|
З, О, К, В, Г |
Т2 |
120(12,0) |
70(7,0) |
1,5 |
|
|
З, О, К, В, Г |
Т4 |
140(14,0) |
85(8,5) |
3,0 |
|
|
З, О, К, В, Г |
Т6 |
140(14,0) |
100(10,0) |
2,0 |
|
МЛ12 |
З, О, К, В, Г |
- |
200(20,0) |
90(9,0) |
6 |
|
|
З, О, К, В, Г |
Т1 |
230(23,0) |
130(13,0) |
5 |
|
МЛ15 |
З, О, К, В, Г |
Т1 |
210(21,0) |
130(13,0) |
3 |
|
МЛ19 |
З, К |
Т6 |
220(22,0) |
120(12,0) |
3 |
Примечания:
1. Обозначения способов литья:
З - литье в песчаные формы;
К - литье в кокиль;
О - литье в оболочковые формы;
В - литье по выплавляемым формам;
Г - литье в гипсовые формы;
Д - литье под давлением.
2. Обозначения видов термической обработки:
Т1 - старение; Т2 - отжиг; Т4 - гомогенизация и закалка на воздухе;
Т6 - гомогенизация, закалка на воздухе и старение; Т61 - гомогенизация, закалка в воду и старение.
3. Для сплава МЛ10 с массовой долей цинка не более 0,5% термическая обработка по режиму Т61.
4. Предел текучести определяется по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. N 2).
5. Определение химического состава проводят по ГОСТ 3240.0-76 - ГОСТ 3240.21-76 или по ГОСТ 7728-79 или другими методами, обеспечивающими сопоставление результатов.
При разногласиях в оценке результатов по определению химического состава определения проводят по ГОСТ 3240.0-76 - ГОСТ 3240.21-76.
Массовую долю иттрия в сплаве марки МЛ19 определяют в соответствии с нормативно-технической документацией.
6. Механические свойства сплавов определяют по ГОСТ 1497-84.
Форма и размеры отдельно отлитых образцов при литье в песчаные формы, кокиль и оболочковые формы, по выплавляемым моделям и в гипсовые формы должны соответствовать указанным на черт.1, а при литье под давлением - черт.2.
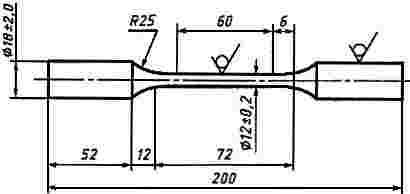
Черт.1
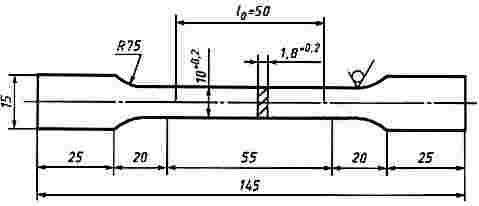
Черт.2
Допускается уменьшать длину головки образца в зависимости от конструкции захватов испытательной машины.
Образцы для всех видов литья, кроме литья под давлением, отливают в песчаные формы. Допускается отливка образцов в кокиль.
При литье под давлением допускается вырезка образцов из прилитых пластин толщиной 1,8![]() мм, при этом параметр шероховатости обрабатываемой поверхности по ГОСТ 2789-73 должен быть не менее 20 мкм.
мм, при этом параметр шероховатости обрабатываемой поверхности по ГОСТ 2789-73 должен быть не менее 20 мкм.
Отдельно отлитые образцы испытывают с литейной коркой. Заусенцы на плоскости разъема формы и места отрезки от литниковой системы должны быть удалены зачисткой.
Термическая обработка образцов для испытаний механических свойств сплавов должна соответствовать термической обработке, установленной для отливок из этих сплавов.