
ГОСТ 3.1402-84
Группа Т53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РАСКРОЯ МАТЕРИАЛОВ
Unified system for technological documentation. Forms and rules of making documents on technological processes of material laying-out
МКС 01.110
25.020
ОКСТУ 0003
Дата введения 1986-01-01
Постановлением Государственного комитета СССР по стандартам от 18 декабря 1984 г. N 4506 дата введения установлена 01.01.86
ВЗАМЕН ГОСТ 3.1402-74
ПЕРЕИЗДАНИЕ. Апрель 2003 г.
Настоящий стандарт устанавливает виды, формы, правила оформления и комплектность следующих технологических документов (далее - документов), применяемых при различных методах проектирования единичных, типовых и групповых технологических процессов (операций) раскроя материалов на заготовки или детали (далее - раскроя материалов):
- карты технологической информации раскроя материалов механической обработкой;
- карты технологической информации (КТИ) раскроя материалов термической резкой (кислородной, кислородно-флюсовой, плазменно-дуговой, воздушно-дуговой, дуговой и лазерной);
- ведомости деталей, изготовленных из отходов (ВДО).
1. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ КАРТ ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ И ВЕДОМОСТИ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ ОТХОДОВ
1. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ КТИ И ВЕДОМОСТИ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ ОТХОДОВ
1.1. Формы КТИ при описании технологических процессов (далее - процессов) раскроя материалов применяют совместно с маршрутными картами (МК) - формы 2, 4, 6, 1а, 1б, 3а, 3б и 5а по ГОСТ 3.1118-82.
Допускается применение МК (формы 1, 3 и 5) в случае описания в МК операций других методов обработки, например штамповки, механической обработки резанием, с операциями раскроя материалов.
1.2. Формы КТИ применяют для указания информации дополнительно к имеющейся в МК, где описывают действия, выполняемые в технологической последовательности операций (переходов), указывают данные по средствам технологического оснащения и трудозатратам.
1.3. В зависимости от способов раскроя материалов следует применять следующие формы КТИ:
- 1 и 1а или 2 и 2а - для раскроя материалов механической обработкой;
- 3, 3а, 4, 5 - для раскроя материалов термической резкой (кислородной, кислородно-флюсовой, плазменно-дуговой, воздушно-дуговой, дуговой и лазерной).
1.3.1. При автоматизированном проектировании документов с использованием максимальной значности печатаемых символов (до 128) алфавитно-цифровых печатающих устройств (АЦПУ) ЭВМ допускается изменять ширину формата документов до 332,8 мм (при шаге печатающих устройств, равном 2,6 мм).
Изменять ширину формата документов следует за счет изменения размеров граф: 12 и 26 - для форм 1 и 1а; 12, 26, 29 и 44 - для форм 3, 3а, 4 и 5; 26 - для форм 6 и 6а.
Формам документов, предназначенным для автоматизированного проектирования, следует присваивать обозначения тех же форм документов, которые применяют при неавтоматизированном проектировании.
Пример построения форм 7 и 7а для САПР ТП приведен в приложении 1.
1.4. Графы форм КТИ следует заполнять построчно с привязкой к соответствующим служебным символам, указанным в табл.1.
Таблица 1
| Обозначение служебного символа | Содержание информации, вносимой в графы, |
| М | Информация о применяемом основном материале и исходной заготовке, о применяемых вспомогательных материалах с указанием наименования и кода материала, кода единицы величины, единицы нормирования, о количестве на изделие и норме расхода |
| Т | Информация о применяемой при выполнении операции технологической оснастке |
| Р | Информация о режимах |
| Ц | Информация об обозначении детали, изготовляемой из отходов материала, коэффициенте использования материала применяемого отхода; указания по использованию отходов и т.п. |
1.4.1. Правила применения служебных символов установлены в ГОСТ 3.1118-82.
1.5. В форме КТИ раскроя материалов термической резкой установлена зона со служебным символом Р, в блоки которой следует записывать информацию о режимах термической резки материалов.
В зависимости от способа термической резки в форму КТИ необходимо включать следующие блоки:
- Р1 (черт.1) - для кислородной и кислородно-флюсовой резки.
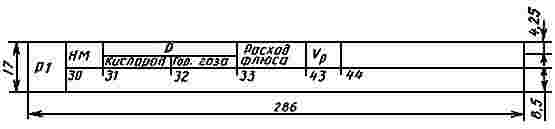
Черт.1
При включении блока Р1 форме КТИ следует присваивать номер 3 и наименование: "КТИ кислородной и кислородно-флюсовой резки материалов".
- Р2 (черт.2) - для плазменно-дуговой, воздушно-дуговой и дуговой резки.
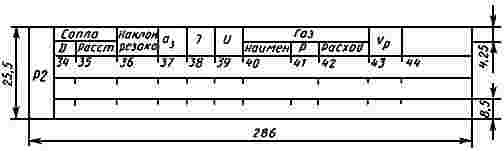
Черт.2
При включении блока Р2 форме КТИ следует присваивать номер 4 и наименование: "КТИ плазменно-дуговой, воздушно-дуговой и дуговой резки материалов";
- Р3 (черт.3) - для лазерной резки.
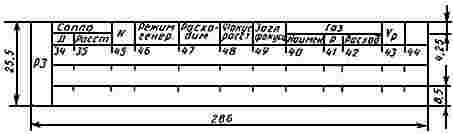
Черт.3
При включении блока Р3 форме КТИ следует присваивать номер 5 и наименование: "КТИ лазерной резки материалов".
Включение блоков Р2 или Р3 в форму КТИ раскроя материалов термической резкой следует производить за счет уменьшения количества строк со служебными символами М и Ц.
1.6. ВДО (формы 6 и 6а) следует применять для указания данных о деталях, изготовленных из отходов материала.
1.7. Графы форм КТИ и ВДО следует заполнять в соответствии с табл.2.
Таблица 2
| Номер графы | Наименование (условное обозначение) графы | Служебный символ | Содержание информации, вносимой в графу |
| 1 | - | - | Обозначение служебного символа и порядковый номер строки. |
| Запись выполняют на уровне одной строки, например М02 | |||
| Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак | |||
| 2 | - | М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. |
| Запись выполняют на уровне одной строки с применением разделительного знака дроби "/"; например лист Б-ПН 4х1000х2500 ГОСТ 19903-74/Ст 3сп ГОСТ 14637-79* | |||
| ______________ | |||
| 3 | Код | М02 | Код основного или вспомогательного материала по классификатору. |
| 4 | ЕВ | М02 | Код единицы величины (массы, длины, объема и т.п.) детали, заготовки или вспомогательного материала по классификатору СОЕИ |
| 5 | ЕН | М02 | Единица нормирования, на которую установлена норма расхода основного или вспомогательного материала, например 1, 10, 100 |
| 6 | Код заготовки | М02 | Код исходной заготовки по классификатору. |
| Допускается указывать вид заготовки (лист, рулон и т.п.) | |||
| 7 | Профиль и размер | М02 | Профиль и размер исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся размеров, например лист 1,0х710х1420. Допускается профиль не указывать |
| 8 | МЗ | М02 | Масса исходной заготовки |
| 9 | КД | М02 | Общее количество деталей, получаемых из одной исходной заготовки |
| 10 | КЗ | М02 | Количество заготовок, получаемых из одной исходной заготовки |
| 11 | КРМ | М02 | Коэффициент раскроя материала исходной заготовки в процентах |
| 12 | - | М02 | Дополнительная информация об исходной заготовке (заготовках) |
| 13 | НЭ | М | Номер заготовки или детали на эскизе раскроя материала |
| 14 | НЭ | Ц | Номер на эскизе используемого отхода материала, применяемого на детали другого обозначения |
| 15 | Обозначение детали | М | Обозначение детали (по конструкторскому документу), для которой раскраивают материал |
| 16 | Обозначение детали | Ц | Обозначение детали (по конструкторскому документу), изготовляемой из отходов материала |
| 17 | МД | М | Масса детали по конструкторскому документу |
| 18 | М отх. | Ц | Масса используемого отхода материала |
| 19 | КДЗ | М | Количество деталей из заготовки, полосы, прутка, рулона и т.п. |
| При изготовлении бланков форм КТИ допускается графу разделять на несколько отдельных граф вертикальными отрезками прямой линии и присваивать им соответствующие наименования, например "Из полосы", "Из заготовки", "Из ленты" и т.п. | |||
| 20 | КДО | Ц | Количество деталей, изготовленных из используемых отходов |
| 21 | Длина | М | Используемая длина заготовки на определенное количество деталей; |
| длина реза при термической резке материала. | |||
| При необходимости одновременной записи информации о длине заготовки и длине реза допускается информацию о длине реза записывать в графе 26 | |||
| 22 | Н. расх. | М | Норма расхода материала |
| 23 | КИМ | М | Коэффициент использования материала в процентах |
| 24 | Об. отх. | Ц | Обеспечение изготовления деталей отходами материала (в процентах) |
| 25 | КИО | Ц | Коэффициент использования материала применяемого отхода |
| 26 | - | М | Допускается указывать дополнительную информацию о раскрое материала |
| 27 | Обозначение документа | - | Обозначение документа (по ГОСТ 3.1201-85), содержащего описание процесса (операции) раскроя материала |
| 28 | Вспомогательный материал | М | Обозначение или наименование, или состав применяемого вспомогательного материала |
| 29 | - | М | Допускается указывать дополнительную информацию о вспомогательном материале |
| 30 | НМ | Р | Номер мундштука. |
| При применении наружного и внутреннего мундштуков запись следует выполнять с применением знака дроби "/", например при наружном мундштуке N 1 и внутреннем N 3 записывают 1/3 | |||
| 31 | Р кислор. | Р | Давление кислорода |
| 32 | Р гор. газа | Р | Давление горючего газа |
| 33 | Расход флюса | Р | Расход флюса за единицу времени или на единицу длины реза |
| 34 | D | Р | Диаметр сопла резака |
| 35 | Расст. | Р | Расстояние между торцем сопла и поверхностью разрезаемого материала (при плазменно-дуговой и лазерной резке) |
| 36 | Наклон резака | Р | Угол отклонения от вертикали оси резака (при воздушно-дуговой резке) |
| 37 | dэ | Р | Диаметр электрода |
| 38 | I | Р | Сила тока |
| 39 | U | Р | Напряжение дуги |
| 40 | Наимен. | Р | Сокращенное наименование или формулы газов при плазменно-дуговой и лазерной резке |
| 41 | Р | Р | Давление газов при плазменно-дуговой, воздушно-дуговой и лазерной резке |
| 42 | Расход | Р | Расход газа за единицу времени при плазменно-дуговой и лазерной резке |
| 43 | vp | Р | Скорость резки. |
| При ручной резке графа не заполняется | |||
| 44 | - | Р | Следует указывать дополнительную информацию, например класс вырезаемой заготовки или детали |
| 45 | N | Р | Мощность излучения |
| 46 | Режим генер. | Р | Режим генерирования |
| 47 | Расходим. | Р | Расходимость излучения |
| 48 | Фокус. расст. | Р | Фокусное расстояние фокусирующей системы |
| 49 | Загл. фокуса | Р | Заглубление оптического фокуса в разрезаемый материал |
Примечания:
1. Информация, вносимая в графы 24 и 25, в строки со служебными символами М не записывается.
2. Допускается не заполнять графы блока (черт.4) в КТИ единичных и групповых процессов (операций) раскроя материала. В этом случае в соответствующих графах МК указывают значения Тп. з. и Тшт.
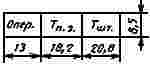
Черт.4
1.8. Эскизы раскроя материала допускается выполнять на нижней зоне поля КТИ (формы 1, 2, 3а, 7, 7а) без применения карты эскизов. В этом случае нижней зоне поля КТИ, занятой изображением, должен быть присвоен служебный символ 0.
Пример разработки КТИ с изображением эскиза приведен в приложении 2.
1.8.1. Допускается в нижней зоне поля КТИ помещать следующую информацию:
- о применяемости деталей в изделии (изделиях);
- данные об использовании отходов от других деталей на раскраиваемую деталь, указания по использованию отходов и т.п.
1.9. Размеры граф форм КТИ и ВДО должны соответствовать максимальному количеству знаков, которые можно напечатать в графах; размеры и количество знаков указаны в табл.3.
Таблица 3
| Номер графы | Размеры граф в формах документов | |||||||||||
| | Формы 1, 1а | Формы 7, 7а | Формы 2, 2а | Формы 3, 3а, 4 и 5 | Формы 6, 6а | |||||||
| | мм | Кол. знаков | мм | Кол. знаков | мм | Кол. знаков | мм | Кол. знаков | мм | Кол. знаков | ||
| 1 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | ||
| 2 | 273,0 | 105 | 319,8 | 123 | 169,0 | 65 | 273,0 | 105 | - | - | ||
| 3 | 33,8 | 13 | 33,8 | 13 | 33,8 | 13 | 33,8 | 13 | - | - | ||
| 4 | 10,4 | 4 | 10,4 | 4 | 10,4 | 4 | 10,4 | 4 | 10,4 | 4 | ||
| 5 | 15,6 | 6 | 15,6 | 6 | 15,6 | 6 | 15,6 | 6 | - | - | ||
| 6 | 33,8 | 13 | 33,8 | 13 | 33,8 | 13 | 33,8 | 13 | - | - | ||
| 7 | 54,6 | 21 | 54,6 | 21 | 57,2 | 22 | 54,6 | 21 | - | - | ||
| 8 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | - | - | ||
| 9 | 20,8 | 8 | 20,8 | 8 | 20,8 | 8 | 20,8 | 8 | - | - | ||
| 10 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | - | - | ||
| 11 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | - | - | ||
| 12 | 54,6 | 21 | 101,4 | 39 | 117,0 | 45 | 54,6 | 21 | - | - | ||
| 13 | 7,8 | 3 | 7,8 | 3 | 7,8 | 3 | 7,8 | 3 | - | - | ||
| 14 | 7,8 | 3 | 7,8 | 3 | 7,8 | 3 | 7,8 | 3 | 7,8 | 3 | ||
| 15 | 59,8 | 23 | 59,8 | 23 | 59,8 | 23 | 59,8 | 23 | 59,8 | 23 | ||
| 16 | 59,8 | 23 | 59,8 | 23 | 59,8 | 23 | 59,8 | 23 | 59,8 | 23 | ||
| 17 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | - | - | ||
| 18 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | ||
| 19 | 44,2 | 17 | 36,4 | 14 | 20,8 | 8 | 44,2 | 17 | - | - | ||
| 20 | 44,2 | 17 | 18,2 | 7 | 20,8 | 8 | 44,2 | 17 | 18,2 | 7 | ||
| 21 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | - | - | ||
| 22 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | 18,2 | 7 | - | - | ||
| 23 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | - | - | ||
| 24 | 18,2 | 7 | 18,2 | 7 | 10,4 | 4 | 18,2 | 7 | 18,2 | 7 | ||
| 25 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | 13,0 | 5 | ||
| 26 | 62,4 | 24 | 13,0 | 5 | 20,8 | 8 | 62,4 | 24 | 7,8 | 3 | ||
| 27 | - | - | - | - | - | - | - | - | 59,8 | 23 | ||
| 28 | - | - | - | - | - | - | 169,0 | 65 | - | - | ||
| 29 | - | - | - | - | - | - | 26,0 | 10 | - | - | ||
| 30 | - | - | - | - | - | - | 15,6 | 6 | - | - | ||
| 31 | - | - | - | - | - | - | 23,4 | 9 | - | - | ||