
ГОСТ 26016-83
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ФРЕЗЕРНЫЕ ШИРОКОУНИВЕРСАЛЬНЫЕ ИНСТРУМЕНТАЛЬНЫЕ
Нормы точности
Universal tool milling machines. Standards of accuracy
ОКП 38 1634
Дата введения 1986-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12.83 N 6087
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 8-82 | 1.1 |
| ГОСТ 15945-82 | 1.9, 1.10, 1.25, 3.4.2 |
| ГОСТ 16935-93 | 3.2.1 |
| ГОСТ 22267-76 | 1.1, 1.3-1.6, 1.8-1.15, 1.17-1.20, 1.23, 2.2, 2.6, 3.3.1-3.3.4, 3.4.1, 3.4.2, 3.5.1 |
| ГОСТ 25889.4-86 | 2.6, 2.7 |
| ГОСТ 27843-88 | 1.24 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ (ноябрь 2001 г.) с Изменениями N 1, 2, утвержденными в мае 1986 г., июне 1990 г. (ИУС 8-86, 9-90)
Настоящий стандарт распространяется на фрезерные широкоуниверсальные инструментальные станки, а также на сверлильно-фрезерно-расточные станки той же компоновки классов точности П, В и А, в том числе на станки с программным управлением, изготовляемые для нужд народного хозяйства и экспорта.
1. ТОЧНОСТЬ СТАНКА
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям станков - по ГОСТ 8.
Схемы и способы измерений геометрических параметров - по ГОСТ 22267.
1.2. Нормы точности станков классов точности П, В и А не должны превышать значений, указанных в пп.1.3-1.25.
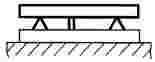
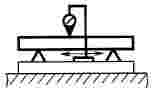
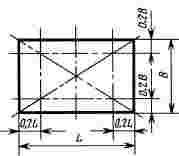
1.3. Плоскостность рабочей поверхности стола (вертикального, углового горизонтального и универсального)
Измерения - по ГОСТ 22267, разд.4, методы 2 и 3 (черт.1, 2) не менее чем в двух продольных, трех поперечных и двух диагональных сечениях стола (черт.3).
Черт.1
Черт.1
Черт.2
Черт.2
Черт.3
Черт.3
Таблица 1
| Длина измерения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 400 | 12 | 8 | 6 |
| Св. 400 до 630 | 16 | 10 | 8 |
| " 630 " 1000 | 20 | 12 | 10 |
| " 1000 " 1600 | 25 | 16 | 12 |
| Выпуклость не допускается | |||
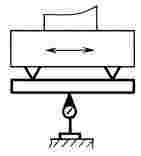
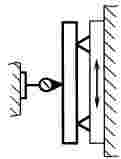
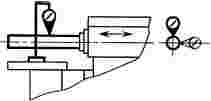
1.4. Параллельность рабочей поверхности вертикального стола траектории его продольного и вертикального перемещений
Измерение - по ГОСТ 22267, разд.6, метод 1![]() (черт.4, 5).
(черт.4, 5).
Черт.4
Черт.4
Черт.5
Черт.5
Таблица 2
| Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 250 | 12 | 8 | 6 |
| Св. 250 до 400 | 16 | 10 | 8 |
| " 400 " 630 | 20 | 12 | 10 |
| " 630 " 1000 | 25 | 16 | 12 |
| Наклон верхней кромки стола в сторону от станины не допускается | |||
Стол устанавливают в среднее положение и закрепляют. Линейку устанавливают в середине стола.
Стол перемещают на всю длину перемещения.
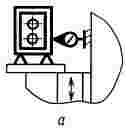
1.5. Параллельность рабочей поверхности углового горизонтального стола траектории продольного перемещения вертикального стола
Измерение - по ГОСТ 22267, разд.6, метод 1![]() (черт.6).
(черт.6).
Черт.6
Черт.6
Таблица 3
| Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 250 | 12 | 8 | 6 |
| Св. 250 до 400 | 16 | 10 | 8 |
| " 400 " 630 | 20 | 12 | 10 |
| " 630 " 1000 | 25 | 16 | 12 |
Примечание. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
Вертикальный стол устанавливают в среднее положение в вертикальной плоскости и закрепляют.
Линейку устанавливают в середине стола.
Стол перемещают на всю длину перемещения.
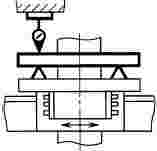
1.6. Параллельность рабочей поверхности углового горизонтального стола траектории перемещения шпиндельной бабки
Измерение - по ГОСТ 22267, разд.6, метод 2![]() (черт.7).
(черт.7).
Черт.7
Черт.7
Таблица 4
| Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 400 | 12 | 8 | 6 |
| Св. 400 до 630 | 16 | 10 | 8 |
| Наклон верхней кромки стола в сторону от станины не допускается | |||
Примечание. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют.
Шпиндельную бабку перемещают на всю длину перемещения.
1.7. Параллельность боковых сторон направляющего паза (контрольной кромки) вертикального стола и углового горизонтального стола траектории продольного перемещения вертикального стола
Вертикальный стол закрепляют в вертикальной плоскости.
На неподвижной части станка укрепляют показывающий измерительный прибор* 2 (черт.8) так, чтобы его измерительный наконечник касался проверяемой поверхности.
________________
* Далее - измерительный прибор.
Черт.8
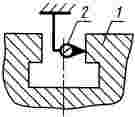
Черт.8
Таблица 5
| Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 250 | 12 | 8 | 6 |
| Св. 250 до 400 | 16 | 10 | 8 |
| " 400 " 630 | 20 | 12 | 10 |
| " 630 " 1000 | 25 | 16 | 12 |
Стол 1 перемещают на всю длину перемещения, но не более чем на длину паза.
Параллельность измеряют по обеим боковым сторонам направляющего паза стола.
Допускается при измерении между проверяемой поверхностью и измерительным прибором располагать специальный сухарь или линейку.
Отклонение от параллельности траектории перемещения равно наибольшей алгебраической разности показаний измерительного прибора на всей длине перемещения.
Примечание. Для вертикального стола допускается проверять только нижнюю сторону паза.
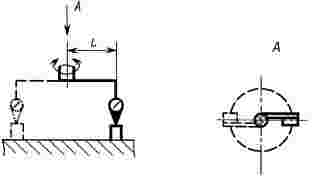
1.8. Взаимная перпендикулярность продольного перемещения вертикального стола направлению перемещения шпиндельной бабки
Измерение - по ГОСТ 22267, разд.8, метод 1 (черт.9).
Черт.9
Черт.9
Таблица 6
| Длина измерения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 150 | 8 | 5 | 4 |
| 300 | 16 | 10 | 8 |
Вертикальный стол устанавливают в среднее положение в вертикальной плоскости и закрепляют.
Допускается устанавливать угольник на рабочую поверхность углового горизонтального стола.
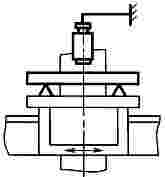
1.9. Осевое биение вертикального и горизонтального шпинделей
Измерение - по ГОСТ 22267, разд.17, метод 1 (черт.10).
Черт.10
Черт.10
Таблица 7
| Обозначение конуса | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 30; 40 | 6 | 5 | 4 |
| 50 | 8 | 6 | 5 |
1.10. Радиальное биение конического отверстия вертикального и горизонтального шпинделей:
а) у торца шпинделя;
б) на расстоянии ![]()
Измерение - по ГОСТ 22267, разд.15, метод 2 (черт.11).
Черт.11
Черт.11
Таблица 8
| Обозначение конуса по ГОСТ 15945 | Номер проверки |
| Допуск, мкм, для станков класса точности | ||
| П | В | А | |||
| 30; 40 | 1.10 | - | 6 | 5 | 4 |
| 1.10 | 150 | 10 | 8 | 6 | |
| 50 | 1.10 | - | 8 | 6 | 5 |
| 1.10 | 300 | 16 | 12 | 10 | |
1.11. Перпендикулярность оси вращения горизонтального шпинделя направлению продольного перемещения вертикального стола
Измерение - по ГОСТ 22267, разд.9, метод 3 (черт.12).
Черт.12
Черт.12
Таблица 9
| Длина измерения 2 | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 150 | 8 | 5 | 4 |
| 300 | 16 | 10 | 8 |
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют.
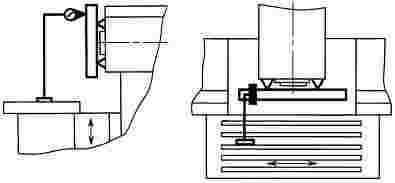
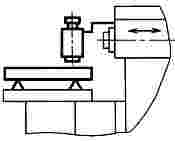
1.12. Параллельность оси вращения горизонтального шпинделя направлению перемещения шпиндельной бабки
Измерение - по ГОСТ 22267, разд.6, метод 3![]() (черт.13).
(черт.13).
Черт.13
Черт.13
Таблица 10
| Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 250 | 16 | 10 | 8 |
| Св. 250 до 400 | 20 | 12 | 10 |
| " 400 " 630 | 25 | 16 | 12 |
| Отклонение шпинделя вверх не допускается | |||
1.13. Перпендикулярность рабочей поверхности углового горизонтального стола траектории вертикального перемещения вертикального стола:
а) в поперечной плоскости;
б) в продольной плоскости
Допуск, мкм, на длине перемещения 300 мм для станков классов точности:
| П | а) 12; б) 20 | |||
| В | а) 8; б) 12 | |||
| А | а) 6; б) 10 | |||
Примечания:
1. Для поворотных столов станков с программным управлением допуск увеличивают в 1,25 раза.
2. В поперечной плоскости наклон стола в сторону от станины не допускается.
Измерение - по ГОСТ 22267, разд.9, метод 1![]() (черт.14, 15).
(черт.14, 15).
Черт.14
Черт.14
Черт.15
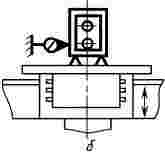
Черт.15
Вертикальный стол устанавливают в среднее положение в вертикальном и горизонтальном направлениях и закрепляют.
(Измененная редакция, Изм. N 1).
1.14. Перпендикулярность направления перемещения шпиндельной бабки направлению вертикального перемещения вертикального стола
Измерение - по ГОСТ 22267, разд.8, метод 1 или 2 (черт.16).
Черт.16
Черт.16
Таблица 11
| Длина измерения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 150 | 8 | 5 | 4 |
| 300 | 16 | 10 | 8 |
Вертикальный стол устанавливают в среднее положение в горизонтальной плоскости и закрепляют.
Допускается устанавливать угольник на рабочую поверхность углового горизонтального стола.
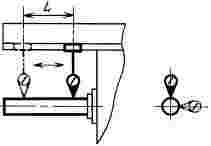
1.15. Параллельность направляющих хобота оси вращения шпинделя в вертикальной и горизонтальной плоскостях
Допуск, мкм, на длине перемещения ![]() 150 мм для станков классов точности:
150 мм для станков классов точности:
| П | 12 | |||
| В | 10 | |||
| А | 8 | |||
Отклонение хобота вверх не допускается.
Измерение - по ГОСТ 22267, разд.7, метод 2 (черт.17).
Черт.17
Черт.17
Ползушку с измерительным прибором перемещают по направляющим хобота на расстояние ![]() .
.
Хобот закрепляют в крайнем переднем положении.
В каждой из плоскостей измерение проводят по двум диаметрально противоположным образующим при повороте шпинделя на 180°.
Отклонение от параллельности в каждой плоскости равно алгебраической полусумме двух алгебраических разностей показаний измерительного прибора, полученных сначала по одной образующей, а затем по противоположной (при повороте шпинделя на 180°).
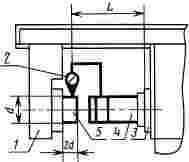
1.16. Соосность отверстия серьги (подвески) и горизонтального шпинделя
Хобот закрепляют в крайнем выдвинутом положении. Серьгу (подвеску) закрепляют в хоботе.
В отверстие шпинделя 3 (черт.18) устанавливают оправку 4 с цилиндрической рабочей поверхностью. В отверстие серьги (подвески) 1 устанавливают контрольную оправку 5, диаметр ![]() которой равен диаметру отверстия серьги (подвески), а длина выступающей из серьги (подвески) части оправки равна 2
которой равен диаметру отверстия серьги (подвески), а длина выступающей из серьги (подвески) части оправки равна 2![]() .
.
Черт.18
Черт.18
Таблица 12
|
| Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 150 | 16 | 12 | 10 |
| 300 | 30 | 25 | 20 |
На оправке 4 укрепляют измерительный прибор 2 так, чтобы его измерительный наконечник касался цилиндрической поверхности оправки 5 вблизи ее конца на расстоянии ![]() от торца шпинделя. Шпиндель вместе с прибором поворачивают вокруг оправки.
от торца шпинделя. Шпиндель вместе с прибором поворачивают вокруг оправки.
Отклонение равно половине наибольшей алгебраической разности показаний прибора.
1.17. Параллельность оси вращения вертикального шпинделя направлению вертикального перемещения стола в поперечной плоскости
Измерение - по ГОСТ 22267, разд.6, метод 3![]() (черт.19).
(черт.19).
Черт.19
Черт.19
Таблица 13
| Длина измерения | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 150 | 12 | 8 | 6 |
| 300 | 20 | 12 | 10 |
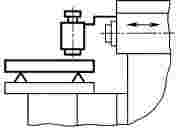
1.18. Параллельность траектории перемещения гильзы к оси вертикального шпинделя
Допуск, мкм, на длине перемещения гильзы для станков классов точности:
| П | 16 | |||
| В | 10 | |||
| А | 8 | |||
Отклонение нижнего торца гильзы от станины не допускается.
Измерение - по ГОСТ 22267, разд.6, метод 3![]() (черт.20).
(черт.20).
Черт.20
Черт.20
1.19. Перпендикулярность оси вращения вертикального шпинделя рабочей поверхности углового горизонтального стола в поперечной плоскости
Измерение - по ГОСТ 22267, разд.10, метод 1 (черт.21).
Черт.21
Черт.21
Таблица 14
| Длина измерения 2 | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 150 | 16 | 12 | 10 |
| 300 | 20 | 16 | 12 |
| Отклонение оси шпинделя от станины не допускается | |||
Примечание. Для поворотных столов станков с программным управлением допуски увеличивают в 1,25 раза.
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют. Перед измерением шпиндельная бабка должна быть зажата.
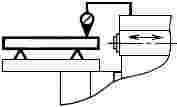
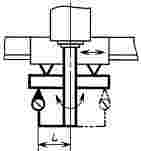
1.20. Параллельность торца шпиндельной бабки (или переходной плиты) вертикальному и продольному перемещениям стола
Измерение - по ГОСТ 22267, разд.6, метод 2![]() (черт.22).
(черт.22).
Черт.22
Черт.22
Таблица 15
| Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 250 | 16 | 10 | 8 |
| Св. 250 до 400 | 20 | 12 | 10 |
| " 400 " 630 | 25 | 16 | 12 |
| " 630 " 1000 | 30 | 20 | 16 |
Вертикальный стол устанавливают в среднее положение и закрепляют.
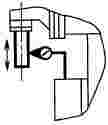
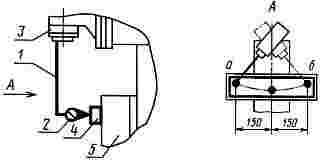
1.21. Параллельность плоскости поворота вертикальной головки рабочей поверхности вертикального стола
Допуск, мкм, на длине измерения 300 мм для станков классов точности:
| П | 16 | |||
| В | 10 | |||
| А | 8 | |||
Коленчатую оправку 1 с измерительным прибором 2 укрепляют на вертикальной головке 3 станка (черт.23) так, чтобы его измерительный наконечник касался рабочей поверхности специальной линейки 4.
Черт.23
Черт.23
Специальную поверочную линейку устанавливают на рабочей поверхности вертикального стола 5.
Вертикальный стол устанавливают в среднее положение в вертикальной и горизонтальной плоскостях и закрепляют. Шпиндельная бабка зажата. Вертикальную головку вместе с оправкой и измерительным прибором поворачивают на заданный угол.
Отклонение от параллельности плоскости поворота вертикальной головки равно алгебраической разности показаний измерительного прибора на длине измерения.
Примечание. Допускается проводить проверку параллельности плоскости поворота вертикальной головки к продольному и вертикальному перемещениям вертикального стола.
(Измененная редакция, Изм. N 2).
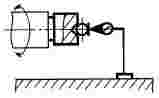
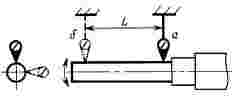
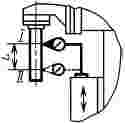
1.22. Параллельность оси вращения вертикального шпинделя плоскости крепления вертикальной головки
Вертикальную головку 1 (черт.24) устанавливают плоскостью крепления на поверочную плиту 2. Проверяемую ось воспроизводят контрольной оправкой 3.
Черт.24
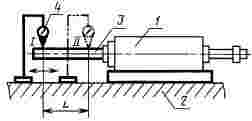
Черт.24
Таблица 16
| Длина измерения | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| 150 | 10 | 6 | 5 |
| 200 | 12 | 8 | 6 |
На неподвижной части станка (стенда) устанавливают измерительный прибор 4 так, чтобы его измерительный наконечник касался образующей оправки в двух крайних точках I и II, отстоящих друг от друга на расстоянии ![]() , и был перпендикулярен ей в плоскости измерения.
, и был перпендикулярен ей в плоскости измерения.
Отклонение от параллельности оси вращения шпинделя плоскости крепления равно алгебраической разности показаний измерительного прибора на длине измерения ![]() в точках I и II.
в точках I и II.
Для исключения из результатов измерения погрешности установки контрольной оправки и плоскости поверочной плиты контрольную оправку поворачивают на 180°. Для каждого положения оправки (до и после поворота на 180°) определяют алгебраическую разность показаний измерительного прибора в точках I и II на длине измерения ![]() .
.
Отклонение от параллельности оси вращения шпинделя плоскости крепления равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных при измерениях до и после поворота оправки.
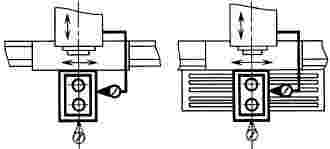
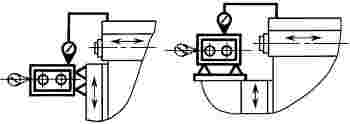
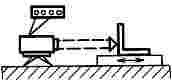
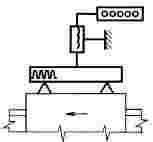
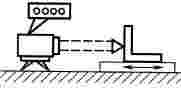
1.23. Точность линейных координатных перемещений вертикального стола и шпиндельной бабки (для станков без программного управления)
Измерение - по ГОСТ 22267, разд.19, метод 1 (черт.25), метод 2 (черт.26) или метод 3 (черт.27).
Черт.25
Черт.25
Черт.26
Черт.26
Черт.27
Черт.27
Таблица 17
| Наибольшая длина перемещения, мм | Допуск, мкм, для станков класса точности | ||
| П | В | А | |
| До 250 | 20 | 10 | 7 |
| Св. 250 до 400 | 25 | 12 | 8 |
| " 400 " 630 | 30 | 16 | 10 |
| " 630 " 1000 | 40 | 20 | 12 |
(Измененная редакция, Изм. N 2).
1.24. Точность линейного позиционирования вертикального стола и шпиндельной бабки (для станков с программным управлением):
а) точность одностороннего позиционирования ![]() и
и ![]() ;
;
б) повторяемость одностороннего позиционирования ![]() и
и ![]() ;
;
в) точность двустороннего позиционирования ![]() ;
;
г) максимальная зона нечувствительности ![]() (только для станков с контурной или универсальной системами программного управления)
(только для станков с контурной или универсальной системами программного управления)
Измерение - по ГОСТ 27843*, разд.3, метод 1 или 3, или 4 (черт.28-30а).
______________
* На территории Российской Федерации действует ГОСТ 27843-2006. - Примечание изготовителя базы данных.
Черт.28

Черт.28
Черт.29
Черт.29
Черт.30
Черт.30
Черт.30а
Черт.30а
Таблица 18
| Наибольшая длина перемещения, мм | Допуск ( | |||||||||||
| П | В | А | ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
| |
| До 400 | 30 | 16 | 40 | 10 | 16 | 8 | 20 | 6 | 10 | 5 | 14 | 5 |
| Св. 400 до 630 | 40 | 20 | 50 | 12 | 20 | 10 | 25 | 8 | 12 | 6 | 16 | 6 |
| " 630 " 1000 | 50 | 25 | 60 | 16 | 25 | 12 | 30 | 10 | 16 | 8 | 20 | 8 |
Примечания:
1. При отсутствии возможности введения коррекции с помощью устройства ЧПУ допуски могут быть увеличены по сравнению с указанными в табл.18, но не более чем в два раза.
2. Допуски для станков классов точности П и В, оснащенных измерительными системами косвенного измерения положения рабочих органов при использовании винтов класса точности 3, увеличивают по сравнению с указанными в табл.18 в два раза.
3. Допуски по оси ![]() (вертикальное направление) в технически обоснованных случаях могут быть увеличены по сравнению с указанными в табл.18, но не более чем в 1,25 раза с учетом примечаний 1 и 2.
(вертикальное направление) в технически обоснованных случаях могут быть увеличены по сравнению с указанными в табл.18, но не более чем в 1,25 раза с учетом примечаний 1 и 2.
Измерение проводят по каждой координате на всей длине хода проверяемых узлов станка.
Интервалы между точками измерения примерно равны 0,08 длины измеряемого перемещения и не кратны шагу измерительных устройств станка. Крайние точки измерения располагают от начала и конца измеряемого перемещения на расстоянии примерно равном 0,25 от величины интервала между точками измерения.
(Измененная редакция, Изм. N 1, 2).
1.25. Повторяемость установки инструмента в шпиндель в радиальном направлении (для станков с автоматической сменой инструмента)
Измерение проводят по каждой координате на всей длине хода проверяемых узлов станка.
Интервалы между точками измерения примерно равны 0,08 длины измеряемого перемещения и не кратны шагу измерительных устройств станка. Крайние точки измерения располагают от начала и конца измеряемого перемещения на расстоянии примерно равном 0,25 от величины интервала между точками измерения.
При измерении стабильности установки инструмента в шпиндель в отверстие шпинделя устанавливают контрольную оправку 1 (черт.31, 32). Измерительный прибор 2 устанавливают на шпиндельной бабке так, чтобы измерительный наконечник измерительного прибора касался образующей контрольной оправки (измерительного фланца) и был перпендикулярен ей.
Черт.31
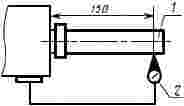
Черт.31
Черт.32
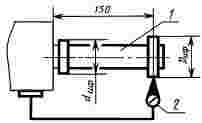
Черт.32
Таблица 19
| Обозначение конуса | Допуск | ||
| П | В | А | |
| 30 | 8 | 5 | 3 |
| 40 | 10 | 6 | 4 |
| 50 | 12 | 8 | 5 |
Вращая шпиндель с контрольной оправкой 1, определяют разность наибольшего и наименьшего начальных показаний измерительного прибора 2.
Шпиндельную бабку устанавливают в положение смены инструмента, контрольную оправку переносят в инструментальный магазин, а затем устанавливают в отверстие шпинделя и вновь проводят измерение. Число повторных измерений - не менее пяти.
Отклонение контрольной оправки при ![]() -м измерении определяют по формуле
-м измерении определяют по формуле