
ГОСТ 659-89
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ЗУБОФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
Основные параметры и размеры. Нормы точности
Cylindrical gear hobbers with vertical work axis.
Basic parameters and dimensions. Standards of accuracy
ОКП 38 1572
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВВЕДЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.08.89 N 2640
3. Стандарт полностью соответствует СТ СЭВ 5946-87 в части размерного ряда по главному параметру зубофрезерных станков
4. ВЗАМЕН ГОСТ 659-78, ГОСТ 6852-80
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 8-82 | 2.1, 2.2 |
| ГОСТ 1643-81 | 3.5.1 |
| ГОСТ 6636-69 | 1.3 |
| ГОСТ 9324-80 | Вводная часть |
| ГОСТ 9563-60 | 1.1 |
| ГОСТ 15945-82 | 1.1 |
| ГОСТ 22267-76 | 2.1, 2.2.1, 2.2.3-2.2.9 |
| ГОСТ 25443-82 | 3.1 |
| ГОСТ 25557-82 | 1.1 |
6. ИЗДАНИЕ (октябрь 2002 г.) с Изменением N 1, утвержденным в октябре 1990 г. (ИУС 1-91)
Настоящий стандарт распространяется на вертикальные зубофрезерные станки общего назначения классов точности Н, П, В, А и С (в том числе на станки вспомогательного производства), работающие червячной фрезой по ГОСТ 9324, предназначенные для обработки прямозубых и косозубых цилиндрических колес внешнего зацепления с наибольшим диаметром до 12500 мм и изготавливаемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на специальные и специализированные станки.
Требования настоящего стандарта являются обязательными.
(Измененная редакция. Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
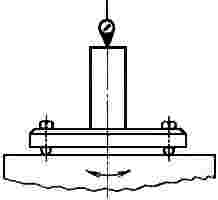
1.1. Основные параметры и размеры станков должны соответствовать указанным на черт.1 и в табл.1
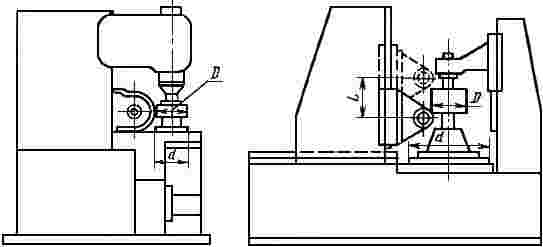
![]() - наибольший диаметр обрабатываемого колеса (прямозубого),
- наибольший диаметр обрабатываемого колеса (прямозубого), ![]() - наибольшая длина вертикального
- наибольшая длина вертикального
перемещения инструментального суппорта (стола), ![]() - диаметр стола или фланца шпинделя изделия
- диаметр стола или фланца шпинделя изделия
Черт.1
Примечание. Чертеж не определяет конструкцию станка.
Таблица 1
Размеры, мм
|
|
|
|
|
| Конус инструментального шпинделя | Наибольший диаметр устанавливаемых червячных фрез, не менее | ||
| | | | | | по ГОСТ 25557 | по ГОСТ 15945 | | |
| 125 | 125 | 1,5 | ±45° | 100 | Конус Морзе | 3 | 25 | 80 |
| | | 2,5 | | | | | | 100 |
| 200 | 160 | 2,5 | | 180 | | 4 | 30 | 100 |
| | | 4,0 | | | | | | 125 |
| 320 | | 6,0 | | 250 | | 5 | 40 | 160 |
| 500 | 320 | 8,0 | | 400 | | | | 180 |
| 800 | 400 | 10,0 | | 630 | | | | 200 |
| 1250 | 630 | 12,0 | | 1000 | | 6 | | 225 |
| 2000 | 900 | 20,0 | | 1600 | | | - | 300 |
| 3150 | 1200 | 32,0 | | 2500 | Метрический конус | 80 | | 340 |
| 5000 | 1600 | 40,0 | | 4000 | | | | |
| 8000 | 2200 | | ±30° | 7100 | | | | |
| 12500 | | | ±15° | | | | | |
_______________
* ![]() - наибольший модуль обрабатываемого колеса по ГОСТ 9563;
- наибольший модуль обрабатываемого колеса по ГОСТ 9563; ![]() - наибольший угол наклона линии зуба обрабатываемого колеса на станках с механизмом дифференциала.
- наибольший угол наклона линии зуба обрабатываемого колеса на станках с механизмом дифференциала.
** Для нового проектирования
Примечание. При проектировании станков с ЧПУ числовые значения главного параметра (наибольшего диаметра ![]() обрабатываемого прямозубого колеса) следует выбирать из табл.1
обрабатываемого прямозубого колеса) следует выбирать из табл.1
(Измененная редакция, Изм. N 1).
1.2. Размеры ![]() и
и ![]() приведены для горизонтального положения инструментального суппорта и наибольшего расстояния между осью стола (шпинделя изделия) и осью инструментального шпинделя.
приведены для горизонтального положения инструментального суппорта и наибольшего расстояния между осью стола (шпинделя изделия) и осью инструментального шпинделя.
1.3. Диаметр стола или фланца шпинделя изделия следует принимать по ряду ![]() 20 ГОСТ 6636.
20 ГОСТ 6636.
1.4. По согласованию с потребителем станки могут изготавливаться с наибольшим диаметром обрабатываемого колеса 80, 160, 250, 400, 630, 1000, 1600, 2500, 6300 мм.
2. ГЕОМЕТРИЧЕСКАЯ ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
Допускается применение методов проверки и средств измерений, отличающихся от указанных в настоящем стандарте, при условии обеспечения выполнения требуемой точности измерения и достоверности определения проверяемых параметров точности в соответствии с ГОСТ 8.
2.2. Геометрические нормы точности станков классов точности Н, П, В и А не должны превышать значений, указанных в пп.2.2.1-2.2.12.
Для станков класса точности С номенклатура показателей точности с допусками, ужесточенными в соответствии с п.1.9 ГОСТ 8 по сравнению с допусками станков класса точности А, устанавливается по согласованию между изготовителем и потребителем.
2.2.1. Плоскостность рабочей поверхности стола (шпинделя изделия)
Таблица 2
| Длина измерения, мм | Допуск, мкм, дли станков классов точности | |||||||
| | Н | П | В | А | ||||
| До | 125 | 12 | 8 | 5 | 3 | |||
| Св. | 125 | " | 200 | 16 | 10 | 6 | 4 | |
| " | 200 | " | 320 | 20 | 12 | 8 | 5 | |
| " | 320 | " | 500 | 25 | 16 | 10 | 6 | |
| " | 500 | " | 800 | 30 | 20 | 12 | 8 | |
| " | 800 | " | 1250 | 40 | 25 | 16 | 10 | |
| " | 1250 | " | 2000 | 50 | 30 | 20 | 12 | |
| " | 2000 | " | 3150 | 65 | 40 | 25 | 16 | |
| " | 3150 | " | 5000 | 80 | 50 | 30 | 20 | |
| " | 5000 | " | 8000 | 100 | - | - | - | |
| Выпуклость не допускается | ||||||||
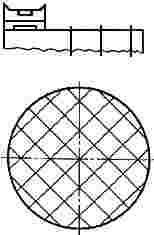
Черт.2
Измерения - по ГОСТ 22267, разд.4, метод 6, (черт.2), не менее чем в 8 сечениях, включая два диаметральных. В случае, если отверстие в столе (шпинделе изделия) больше чем 0,15 d, то измерения в диаметральных сечениях не производятся.
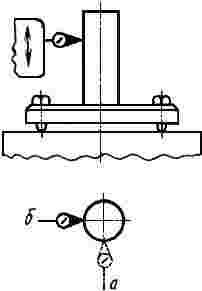
2.2.2. Постоянство положения оси вращения стола (шпинделя изделия):
а) у рабочей поверхности стола (шпинделя изделия);
б) на расстоянии ![]()
Таблица 3
| Наибольший диаметр обрабатываемого колеса, мм | Номер пункта |
| Допуск, мкм, для станков классов точности | ||||||
| | | Н | П | В | А | ||||
| До | 125 | 2.2.2.а | - | 4 | 2,5 | 1,6 | 1,0 | ||
| 2.2.2.б | 150 | 6 | 4 | 2,5 | 1,2 | ||||
| Св | 125 | " | 200 | 2.2.2.а | - | 5 | 3 | 2 | 1,2 |
| 2.2.2.б | 200 | 8 | 5 | 3 | 2 | ||||
| " | 200 | " | 320 | 2.2.2.а | - | 6 | 4 | 2,5 | 1,6 |
| 2.2.2.б | 200 | 10 | 6 | 4 | 2,5 | ||||
| " | 320 | " | 500 | 2.2.2.а | - | 8 | 5 | 3 | 2 |
| 2.2.2.б | 300 | 12 | 8 | 5 | 3 | ||||
| " | 500 | " | 800 | 2.2.2.а | - | 10 | 6 | 4 | 2,5 |
| 2.2.2.б | 300 | 16 | 10 | 6 | 4 | ||||
| " | 800 | " | 1250 | 2.2.2.а | - | 12 | 8 | 5 | 3 |
| 2.2.2.б | 500 | 25 | 16 | 10 | 6 | ||||
| " | 1250 | " | 2000 | 2.2.2.а | - | 16 | 10 | 6 | 4 |
| 2.2.2.б | 500 | 30 | 20 | 12 | 8 | ||||
| " | 2000 | " | 3150 | 2.2.2.а | - | 20 | 12 | 8 | 5 |
| 2.2.2.б | 1000 | 50 | 30 | 20 | 12 | ||||
| " | 3150 | " | 5000 | 2.2.2.а | - | 25 | 16 | 10 | 6 |
| 2.2.2.б | 1000 | 65 | 40 | 25 | 16 | ||||
| " | 5000 | " | 12500 | 2.2.2.а | - | 30 | - | - | - |
| 2.2.2.б | 1000 | 80 | - | - | - | ||||
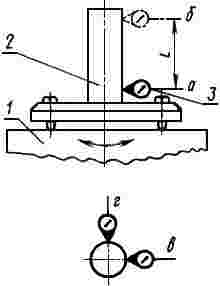
Черт.3
На столе 1 (черт.3) станка устанавливают регулируемую контрольную оправку 2 с цилиндрической рабочей частью с плоским торцом или гнездом для шарика. Оправку центрируют относительно оси вращения так, чтобы смещение оси оправки составляло примерно трех-, четырехкратную величину допуска на проверку. Измерительные приборы 3 укрепляют на неподвижной части станка так, чтобы измерительные наконечники касались рабочей части оправки и были направлены перпендикулярно к оси вращения стола.
Измерения проводят одновременно двумя измерительными приборами в положениях в и г (под углом 90°) в плоскостях а и б, при прерывистом или непрерывном вращении стола. Замеры проводят не менее чем в восьми угловых положениях стола (через 45°) в течение не менее трех его оборотов. Из замеренных значений для каждого углового положения стола вычисляют среднее арифметическое значение (отдельно для положений в и г). Вычисленные средние значения стола откладывают на прямоугольных осях координат: для измерительного прибора в положении в - на оси X, для измерительного прибора в положении г - на оси Y. Из полученных точек проводят прямые, параллельные осям координат, а их точки пересечения последовательно соединяют прямыми. Вокруг полученного многоугольника проводят описанную окружность с минимально возможным радиусом и концентричную ей (из того же центра) вписанную окружность максимально возможного радиуса. Отклонение от постоянства оси вращения стола в каждой плоскости (а и б) равно разности радиусов описанной и вписанной окружностей.
Пример определения отклонения от постоянства положения оси вращения стола приведен в справочном приложении.
2.2.3. Осевое биение стола (шпинделя изделия)
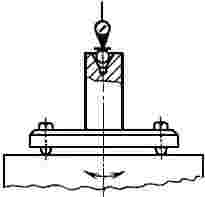
Черт.4
Черт.5
Таблица 4
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, для станков классов точности | |||
| | П | В | А | |
| До 125 | 3 | 2 | 1 | |
| " 200 | 4 | 2,5 | 1,6 | |
| " 200 " 320 | 5 | 3 | 2 | |
| " 320 " 500 | 6 | 4 | 2,5 | |
| " 500 " 800 | 8 | 5 | 3 | |
| " 800 " 1250 | 10 | 6 | 4 | |
| 1250 " 2000 | 12 | 8 | 5 | |
| 2000 " 3150 | 16 | 10 | 6 | |
| 3150 " 5000 | 20 | 12 | 8 | |
Измерения - по ГОСТ 22267, разд.17, метод 1, (черт.4 и 5).
Для проведения измерений используют ту же оправку (или устанавливают такую же), что и в пункте 2.2.2. Оправку центрируют относительно оси вращения стола так, чтобы показания прибора для измерения длин в нижнем положении (у поверхности стола) и в верхнем положении (на расстоянии ![]() (см. табл.3) для соответствующего типоразмера станка) были минимальными.
(см. табл.3) для соответствующего типоразмера станка) были минимальными.
2.2.4. Параллельность траектории вертикального перемещения инструментального шпинделя или стола (шпинделя изделия) оси вращения стола (шпинделя изделия):
а) в плоскости, перпендикулярной к направлению перемещения стола (стойки) и проходящей через ось вращения стола (шпинделя изделия);
б) в плоскости, параллельной перемещению стола (стойки) и проходящей через ось вращения стола (шпинделя изделия)
Таблица 5
| Длина перемещения, мм | Номер пункта | Допуск, мкм, для станков классов точности | ||||
| Н | П | В | А | |||
| До 160 | 2.2.4.а | 12 | 8 | 5 | 3 | |
| 2.2.4.б | 16 | 10 | 6 | 4 | ||
| 160 " 250 | 2.2.4.а | 16 | 10 | 6 | 4 | |
| 2.2.4.б | 20 | 12 | 8 | 5 | ||
| " 250 " 400 | 2.2.4.а | 20 | 12 | 8 | 5 | |
| 2.2.4.б | 25 | 16 | 10 | 6 | ||
| " 400 " 630 | 2.2.4.а | 25 | 16 | 10 | 6 | |
| 2.2.4.б | 30 | 20 | 12 | 8 | ||
| " 630 " 1000 | 2.2.4.а | 30 | 20 | 12 | 8 | |
| 2.2.4.б | 40 | 25 | 16 | 10 | ||
Черт.6
Измерения - по ГОСТ 22267, разд.6, метод 3а или 3б (черт.6).
Для проведения измерения используют ту же оправку (или устанавливают такую же), что и в пп.2.2.2 и 2.2.3. Оправку центрируют относительно оси вращения стола, как указано в п.2.2.3. Проверку проводят после фиксирования стола (шпинделя изделия) или стойки на направляющих станины.
Проверку проводят:
для станков классов точности Н и П без поворота оправки на 180°,
для станков классов точности В и А с поворотом стола вместе с оправкой на 180°.
Измерения проводят поочередно в крайних и среднем положениях инструментального суппорта или стола (шпинделя изделия). Длина перемещения должна соответствовать наибольшей ширине нарезаемого венца, но не более величины ![]() (см. табл.3) для соответствующего типоразмера станка. Значение длины перемещения должно быть указано в технической документации на конкретную модель станка.
(см. табл.3) для соответствующего типоразмера станка. Значение длины перемещения должно быть указано в технической документации на конкретную модель станка.
Для станков с наибольшим диаметром обрабатываемого колеса свыше 1250 мм положение стола или стойки на направляющих должно быть указано в технической документации на конкретную модель станка.
2.2.5. Торцовое биение рабочей поверхности стола (шпинделя изделия)
Таблица 6
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм, для станков классов точности | ||||
| | Н | П | В | А | |
| До 125 | 6 | 4 | 3 | 2,5 | |
| " 200 | 8 | 5 | 4 | 3 | |
| " 200 " 320 | 10 | 6 | 5 | 4 | |
| " 320 " 500 | 12 | 8 | 6 | 5 | |
| " 500 " 800 | 16 | 10 | 8 | 6 | |
| " 800 " 1250 | 20 | 12 | 10 | 8 | |
| " 1250 " 2000 | 25 | 16 | 12 | 10 | |
| 2000 " 3150 | 30 | 20 | 16 | 12 | |