
ГОСТ 24380-91
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНИНЫ АГРЕГАТНЫХ СТАНКОВ
Основные размеры. Нормы точности
Beds for modular-type machine tools.
Basic dimensions. Standards of accuracy
ОКП 38 1880
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н.Байков, Ю.А.Архипов, Ю.С.Николаев, В.Н.Кустовский, А.Р.Чеховский, Й.И.Мурев, Т.А.Телегина, Ю.Д.Паргина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.04.91 N 570
3. Срок проверки - 1997 г., периодичность проверки - 5 лет
4. Стандарт соответствует международным стандартам ИСО 2769-73, ИСО 2891-77 разд.4, ИСО 2934-73, ИСО 3610-76 в части основных размеров
5. ВЗАМЕН ГОСТ 24014-80, ГОСТ 24380-80
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 8-82 | 2.1 |
| ГОСТ 6636-69 | 1.1 |
| ГОСТ 22267-76 | 2.3.1; 2.3.2 |
Настоящий стандарт распространяется на унифицированные боковые станины, станины-подставки, средние станины и консольные станины класса точности Н, предназначенные для установки стоек и силовых столов прямолинейного движения на отдельных или встраиваемых в автоматические линии агрегатных станках.
Требования настоящего стандарта являются обязательными, за исключением требований приложений 1, 2.
1. ОСНОВНЫЕ РАЗМЕРЫ
1. ОСНОВНЫЕ РАЗМЕРЫ
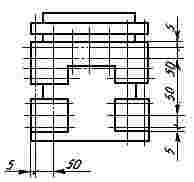
1.1. Основные размеры боковых станин и станин-подставок должны соответствовать указанным на черт.1, 2 и в табл.1.
Черт.1. Боковая станина (БС)
Боковая станина (БС)
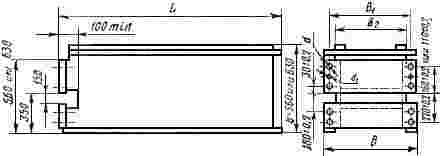
Черт.1
Черт.2. Станина-подставка (СП)
Станина-подставка (СП)
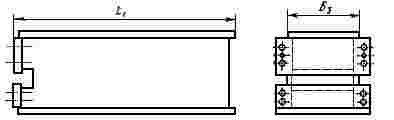
Остальные размеры см. черт.1
Черт.2
Примечания к черт.1, 2:
1. При необходимости использовать два отверстия ![]() под установочные штифты.
под установочные штифты.
2. Чертежи не определяют конструкции станин.
Таблица 1
мм
| Ширина основания силового стола |
|
|
|
|
|
| Отверстие |
| 200 | 400 | 345 | 220 | 270 | 750 | 710 | М20 |
| 250* | 450*; (520*) | 395*; (465*) | 270* | 340* | 850* | 800* | М20* |
| 320* | 520*; (600*) | 465*; (545*) | 340* | 420* | 1100* | 900* | М20* |
| 400* | 600*; (700*) | 545*; (645*) | 420* | 520* | 1300* | 1000* | М20* |
| 500* | 700*; (830*) | 645*; (775*) | 520* | 650* | 1500* | 1120* | М20* |
| 630* | 830*; (1000*) | 775*; (945*) | 650* | 820* | 1750* | 1250* | М20*; М24* |
| 800* | 1000* | 945* | 820* | 1020* | 2100* | 1400* | М20*; М24* |
_______________
* Размеры, соответствующие ИСО 2769 и ИСО 2934.
Примечание. Размеры, приведенные в скобках, распространяются на станины-подставки.
В соответствии с компоновочными решениями станка допускается применение станин с высотой ![]() 400; 450; 600; 670; 710; 750 мм и
400; 450; 600; 670; 710; 750 мм и ![]() 850 мм. Допускается изготовлять сварные станины с расчетной высотой из ряда Ra 40 по ГОСТ 6636.
850 мм. Допускается изготовлять сварные станины с расчетной высотой из ряда Ra 40 по ГОСТ 6636.
1.2. Основные размеры средних станин, регламентированные в международном стандарте ИСО 2891, приведены в приложении 1.
1.3. Основные размеры консольных станин, регламентированные в международном стандарте ИСО 3610, приведены в приложении 2.
2. ТОЧНОСТЬ СТАНИН
2.1. Общие требования к испытаниям на точность - по ГОСТ 8.
При приемке станин по согласованию с потребителем возможно не проводить все проверки, указанные в настоящем стандарте. Потребитель может выбрать проверки, которые характеризуют интересующие его свойства изделия, и эти проверки должны быть определены при заказе.
2.2. Нормы точности станин не должны превышать значений, указанных в пп.2.3-2.6.
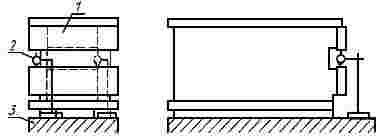
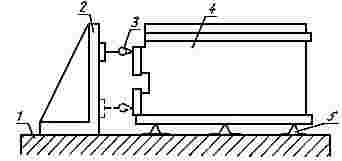
2.3. Плоскостность рабочей поверхности станин
Черт.3. Плоскостность рабочей поверхности станин
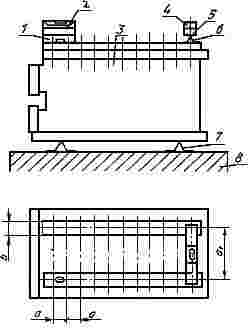
Черт.3
2.3.1. Прямолинейность направляющих платиков
Допуск - 25 мкм на длине 1000 мм, но не более 80 мкм на всей длине.
Станину 3 при помощи регулируемых опор 7 устанавливают на контрольную плиту 8. Мостик 1 с уровнем 2 устанавливают на рабочую поверхность каждого направляющего платика в сечениях, проходящих по их середине (![]() - ширина направляющего платика), и перемещают шагами
- ширина направляющего платика), и перемещают шагами ![]() , равными 0,1 всей длины рабочей поверхности. Длина базы мостика равна шагу
, равными 0,1 всей длины рабочей поверхности. Длина базы мостика равна шагу ![]() .
.
По полученным результатам строят графики профиля каждого сечения поверхности и определяют отклонение в соответствии с ГОСТ 22267, разд.4, метод 6.
2.3.2. Расположение направляющих платиков в одной плоскости
Допуск - 25 мкм на длине 1000 мм, но не более 80 мкм на всей длине.
На рабочую поверхность обоих платиков устанавливают две опоры 6, на которые кладут поверочную линейку 5 рабочей поверхностью так, чтобы расстояния от проверяемой поверхности до рабочей поверхности линейки у ее концов были равны. На рабочую поверхность линейки устанавливают уровень 4 и перемещают всю систему шагами ![]() . Длина базы поверочной линейки равна
. Длина базы поверочной линейки равна ![]() .
.
Показания уровня пересчитывают с учетом длины базы линейки по формуле в соответствии с ГОСТ 22267, разд.4, метод 6.
Отклонение равно наибольшей алгебраической разности показаний уровня.
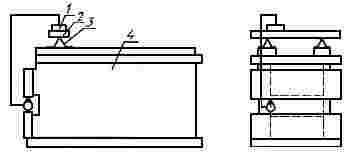
2.4. Плоскостность поверхности присоединительного фланца
Черт.4. Плоскостность поверхности присоединительного фланца
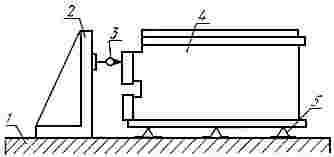
Черт.4
Допуск 25 мкм на всей длине измерения.
На контрольную плиту 1 с поверочной угловой плитой 2 устанавливают станину 4 при помощи регулируемых опор 5 так, чтобы расстояния от проверяемой поверхности присоединительного фланца станины до рабочей поверхности угловой плиты у ее краев в трех наиболее удаленных точках были равны.
Измерительный прибор 3 перемещают по поверхности поверочной угловой плиты так, чтобы его измерительный наконечник касался проверяемой поверхности присоединительного фланца.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора во всех сечениях. Схема расположения проверяемых сечений показана на черт.5.
Черт.5. Схема расположения проверяемых сечений
Черт.5
2.5. Прямолинейность поверхности под шпонку и параллельность ее рабочей поверхности станины
Допуск - 30 мкм на всей длине измерения.
Черт.6. Прямолинейность поверхности под шпонку и параллельность ее рабочей поверхности станины. Метод 1
Метод 1
Черт.6
Станину 1 рабочей поверхности устанавливают на контрольную плиту 3. Измерительный прибор 2 устанавливают на контрольной плите так, чтобы его измерительный наконечник касался проверяемой поверхности под шпонку и был направлен перпендикулярно ей. Измерительный прибор перемещают на длину поверхности.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
Черт.7. Прямолинейность поверхности под шпонку и параллельность ее рабочей поверхности станины. Метод 2
Метод 2
Черт.7
На рабочую поверхность станины 4 устанавливают поверочную линейку 2 при помощи опоры 3 так, чтобы расстояния от рабочей поверхности станины до рабочей поверхности линейки у ее концов были равны. На линейку устанавливают измерительный прибор 1 так, чтобы его наконечник касался измеряемой поверхности. Измерительный прибор перемещают на длину этой поверхности.
Отклонение равно наибольшей алгебраической разности показаний измерительного прибора.
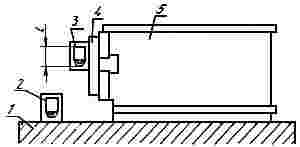
2.6. Перпендикулярность рабочей поверхности станины к поверхности присоединительного фланца
Допуск - 30 мкм.
Черт.8. Перпендикулярность рабочей поверхности станины к поверхности присоединительного фланца. Метод 1
Метод 1
Черт.8
Станину 5 рабочей поверхностью устанавливают на контрольную плиту 1. К поверхности присоединительного фланца прикрепляют контрольную линейку 4. Рамный уровень 2 устанавливают на контрольной плите, другой уровень 3 прикладывают к контрольной линейке.
Отклонение от перпендикулярности на длине ![]() стороны уровня равно алгебраической разности его показаний. Полученную разность показаний в угловых единицах пересчитывают с учетом длины
стороны уровня равно алгебраической разности его показаний. Полученную разность показаний в угловых единицах пересчитывают с учетом длины ![]() в линейные.
в линейные.
Черт.9. Перпендикулярность рабочей поверхности станины к поверхности присоединительного фланца. Метод 2
Метод 2
Черт.9
На контрольную плиту 1 с поверочной угловой плитой 2 при помощи регулируемых опор 5 устанавливают станину 4 так, чтобы расстояния от контрольной плиты до рабочей поверхности станины у ее краев были равны.
Измерительный прибор 3 перемещают по поверхности поверочной угловой плиты так, чтобы его измерительный наконечник касался проверяемой поверхности присоединительного фланца.
Отклонение равно наибольшей алгебраической разности показаний прибора в двух крайних точках любого вертикального сечения.
ПРИЛОЖЕНИЕ 1 (справочное). Основные размеры средних станин по ИСО 2891 "Агрегатные узлы станков. Центральные станины и стойки"
ПРИЛОЖЕНИЕ 1
Справочное
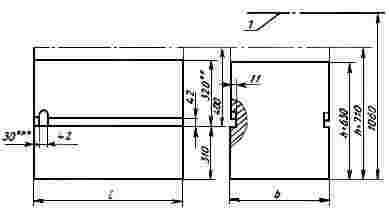
1 - плоскость монтажной плиты приспособления для крепления заготовки
Черт.10
Таблица 2
мм
| Длина | Ширина | Высота | ||||||
| 800 | 500 | 560 | 630 | 710 | 800 | 900 | - | 630 или 710 |
| 1000 | - | - | 630 | 710 | 800 | 900 | 1000 | |
| 1250 | - | - | - | 710 | 800 | 900 | 1000 | |
| 1250 | - | - | - | 710 | 800 | 900 | 1000 | |
________________
* Длину свыше 1250 мм следует выбирать из ряда R 20.
** Размер выбирается в зависимости от высоты.
*** Размер оптимальный.
ПРИЛОЖЕНИЕ 2 (справочное). Основные размеры консольных станин по ИСО 3610 "Агрегатные узлы станков. Консольные узлы"
ПРИЛОЖЕНИЕ 2
Справочное
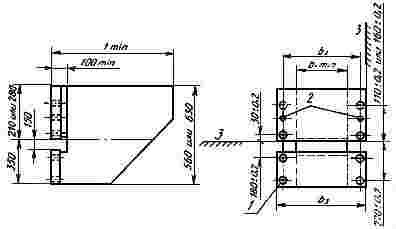
1 - восемь отверстий с гарантированным зазором;
2 - два отверстия под штифты (при необходимости); 3 - базовая линия
Черт.11
Таблица 3
мм
| Номинальный размер силового стола | Установочная ширина подвижного узла | Центры отверстий под болты | Ширина фланца | Общая длина | Отверстие с зазором под резьбу |
| 125 | 140 | 270 | 320 | 630 | М16 |
| 160 | 180 | 305 | 360 | 630; 800 | М16 |
| 200 | 220 | 345 | 400 | 630; 800; 1000 | М16 |
| 250 | 270 | 395 | 450 | 630; 800; 1000 | М20 |
| 320 | 340 | 465 | 520 | 630; 800; 1000; 1250 | М20 |