
ГОСТ 17-70*
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ТОКАРНО-РЕВОЛЬВЕРНЫЕ
Нормы точности
Turret lathes. Accuracy standards
Дата введения 1971-01-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 27 мая 1970 г. N 804 срок введения установлен с 01.01.71;
по проверкам 11, 12 и 14 с 01.01.73
Проверен в 1980 г. Срок действия ограничен до 01.01.90**
________________
** Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 4, 1994 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 17-59
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменением N 1, утвержденным в июле 1980 г. (ИУС 10-80).
Настоящий стандарт распространяется на прутковые и патронные токарно-револьверные станки классов точности Н и П с вертикальной, горизонтальной и наклонной осями вращения револьверной головки и устанавливает дополнительные требования к общим условиям испытания станков на точность по ГОСТ 8-82 и жесткость по ГОСТ 7035-75.
(Измененная редакция, Изм. N 1).
А. Проверка точности станка
А. Проверка точности станка
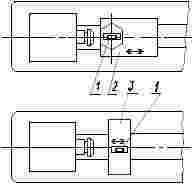
Проверка 1
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
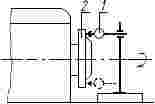
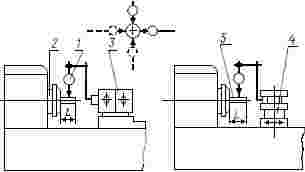
| Прямолинейность продольного перемещения револьверного и поперечного суппортов в вертикальной плоскости | На суппорте 2 (3) (непосредственно или с помощью мостика) параллельно направлению перемещения устанавливают уровень 1. | ||||
| До 12 | До 200 | На длине хода суппорта | |||
| Св. 12 | Св. 200 | 0,04 | 0,02 | ||
| Св. 32 | Св. 320 | ||||
| | Св. 80 до 200 | Св. 500 | |||
| Вогнутость не допускается | |||||
(Измененная редакция, Изм. N 1).
Проверка 2
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мм | |||
| прутка | изделия, устанавли- | Класс точности | ||||
| Н | П | |||||
| Постоянство положения плоскости движения (перекос) при продольном перемещении револьверного и поперечного суппортов | На суппорте 2 (3) (непосредственно или с помощью мостика) перпендикулярно направлению его перемещения устанавливают уровень 1. | |||||
| До 12 | До 200 | На длине хода суппорта | ||||
| Св. 12 до 32 | Св. 200 | |||||
| Св. 32 | Св. 320 | 0,04 | 0,02 | |||
| Св. 80 до 200 | Св. 500 | |||||
(Измененная редакция, Изм. N 1).
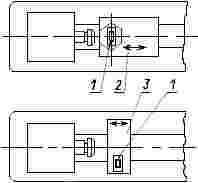
Проверка 3
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| | | | Н | П | |
| Радиальное биение наружной центрирующей поверхности шпинделя | На неподвижной части | ||||
| До 12 | До 200 | 7 | 4 | ||
| | Св. 12 до 32 | Св. 200 | 10 | 6 | |
| | | Св. 32 | Св. 320 | 12 | 8 |
| | Св. 80 | Св. 500 | 16 | 10 | |
Проверка 4
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
| Радиальное биение посадочной поверхности под зажимные цанги | На неподвижной части | ||||
| До 12 | До 200 | 7 | 4 | ||
| Св. 12 до 32 | Св. 200 | 10 | 6 | ||
| Св. 32 до 80 | Св. 320 | 12 | 8 | ||
| Св. 80 до 200 | Св. 500 | 16 | 10 | ||
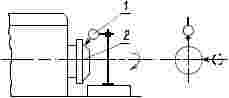
Проверка 5
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
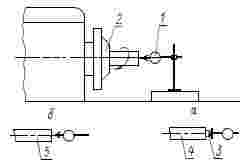
| Торцовое биение опорной поверхности шпинделя | На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен опорной торцовой поверхности шпинделя 2 в точке касания. | ||||
| До 12 | До 200 | 10 | 6 | ||
| до 32 |
| 12 | 8 | ||
| | | Св. 32 до 80 | Св. 320 | 16 | 10 |
| | | до 200 | Св. 500 | 20 | 12 |
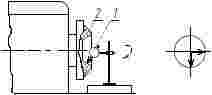
Проверка 6
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
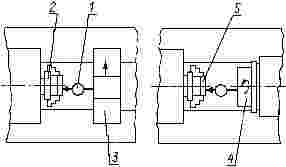
| Осевое биение шпинделя | На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался шарика 3, вставленного в центровое отверстие короткой оправки 4 или торца короткой оправки 5, установленных в калиброванное отверстие шпинделя 2. | ||||
| До 12 | До 200 | 7 | 4 | ||
| | Св. 12 до 32 | Св. 200 | 10 | 6 | |
| | Св. 32 | Св. 320 | 12 | 8 | |
| | Св. 80 до. 200 | Св. 500 | 16 | 10 | |
Проверка 7
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
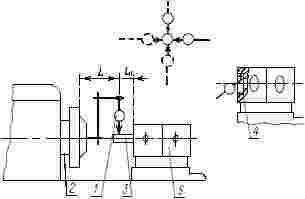
| Совпадение осей отверстий для инструментов и для резцедержателей в револьверной головке с осью шпинделя в вертикальной и горизонтальной плоскостях | В шпинделе 2 укрепляют индикатор 1 так, чтобы его измерительный наконечник был перпендикулярен в точке касания цилиндрической поверхности оправки 3, вставленной в отверстие для инструмента в револьверной головке 5, или цилиндрической поверхности центрирующего отверстия 4 под резцедержатели в револьверной головке. | ||||
| До 12 | До 200 | 16 | 10 | ||
| | | Св. 12 до 32 | Св. 200 | 20 | 12 |
| Св. 32 | Св. 320 | 25 | 16 | ||
| | Св. 80 до 200 | Св. 500 | 30 | 20 | |
Проверка 8
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | |||
| прутка | изделия, устанавли- | Класс точности | ||||
| Н | П | |||||
| Перпендикулярность к оси шпинделя боковых граней револьверной головки с вертикальной осью вращения или торцовой поверхности револьверной головки с горизонтальной осью вращения | Индикатор 1 укрепляют в шпинделе 2 так, чтобы его измерительный наконечник был перпендикулярен в точке касания боковой грани револьверной головки 3 с вертикальной осью вращения (в рабочем положении головки) или торцовой поверхности головки 4 с горизонтальной осью вращения. | Для станков с вертикальной осью револьверной головки | ||||
| До 12 | До 200 | 12 | 8 | |||
|
| ||||||
| Св. 12 | Св. 200 | 16 | 10 | |||
| до 32 | до 320 |
| ||||
| Св. 32 | 20 | 12 | ||||
| до 80 | до 500 |
| ||||
| Св. 80 | Св. 500 | 25 | 16 | |||
| до 200 | до 800 |
| ||||
| Для станков с горизонтальной осью револьверной головки | ||||||
| До 12 | До 200 | 16 | 12 | |||
| | |
| ||||
| Св. 12 | Св. 200 | 20 | 16 | |||
| до 32 | до 320 |
| ||||
| Св. 32 | Св. 320 | 25 | 20 | |||
| до 80 | до 500 |
| ||||
| Св. 80 | Св. 500 | 30 | 25 | |||
| до 200 | до 800 |
| ||||
Проверка 9
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
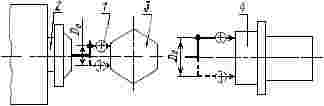
| Параллельность оси шпинделя направлению перемещения револьверного и поперечного суппортов в вертикальной и горизонтальной плоскостях | Индикатор 1 укрепляют последовательно на револьверной головке 3 и поперечном суппорте 4 так, чтобы его измерительный наконечник был перпендикулярен в точке касания цилиндрической поверхности оправки 5, закрепленной на шпинделе 2. | ||||
| До 12 | До 200 | 7 | 5 | ||
| | |
| |||
| Св. 12 | Св. 200 | 10 | 7 | ||
| до 32 | до 320 |
| |||
| Св. 32 | Св. 320 | 20 | 12 | ||
| до 80 | до 500 |
| |||
| Св. 80 | Св. 500 | 25 | 16 | ||
| до 200 | до 800 |
| |||
| В вертикальной плоскости свободный конец оправки может отклоняться только вверх, в горизонтальной - только вперед в сторону инструмента | |||||
Проверка 10
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
| Перпендикулярность к оси шпинделя направления перемещения поперечного и револьверного суппортов и револьверной головки при круговой подаче | Индикатор 1 укрепляют на поперечном суппорте 3 или револьверной головке 4 так, чтобы его измерительный наконечник был перпендикулярен в точке касания торцовой поверхности контрольной линейки или соответственно контрольного диска 5, закрепленного па шпинделе 2. | ||||
| До 12 | До 200 | 8 | 5 | ||
| | |
| |||
| Св. 12 | Св. 200 | 10 | 6 | ||
| до 32 | до 320 |
| |||
| Св. 32 | Св. 320 | 12 | 8 | ||
| до 80 | до 500 |
| |||
| Св. 80 | Св. 500 | 16 | 12 | ||
| до 200 | до 800 |
| |||
| Отклонение допускается только в сторону передней бабки при перемещении индикатора к оси шпинделя | |||||
Проверка 11 (для станков с горизонтальной осью револьверной головки и для станков со сплошной револьверной головкой с вертикальной или наклонной осью)
| Что проверяется | Метод проверки | Наибольший диаметр, мм | Допуск, мкм | ||
| прутка | изделия, устанавли- | Класс точности | |||
| Н | П | ||||
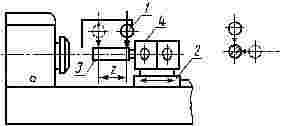
| Параллельность осей отверстий для инструмента в револьверной головке направлению ее продольного перемещения в вертикальной и горизонтальной плоскостях | Индикатор 1 укрепляют вне проверяемого узла 2 так, чтобы его измерительный наконечник был перпендикулярен в точке касания цилиндрической поверхности оправки 3, плотно вставленной в отверстие револьверной головки 4. | ||||
| До 12 | До 200 | 8 | 5 | ||
| | |
| |||
| Св. 12 | Св. 200 | 12 | 8 | ||
| до 32 | до 320 |
| |||