
ГОСТ 18101-85
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ПРОДОЛЬНО-ФРЕЗЕРНЫЕ
Нормы точности и жесткости
Plano-milling machines.
Standards of accuracy and rigidity
ОКП 38 1660
Срок действия с 01.07.86
до 01.07.91*
__________________________
* Ограничение срока действия
снято постановлением Госстандарта СССР
от 14.03.1990 N 422 (ИУС N 6, 1990 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
А.М.Бессольцев, Б.В.Скляров, В.В.Климовский, В.В.Шалев, Б.М.Складчиков
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Зам. министра Н.А.Паничев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24 июля 1985 г. N 2336
ВЗАМЕН ГОСТ 18101-79
ВНЕСЕНА поправка, опубликованная в ИУС N 2, 1987 год.
Поправка внесена изготовителем базы данных.
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 14.03.90 N 422 с 01.01.91
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 2, 1990 год
Настоящий стандарт распространяется на одно- и двухстоечные продольно-фрезерные и продольные фрезерно-расточные станки общего назначения классов точности Н и П, в том числе на станки с программным управлением, изготовляемые для нужд народного хозяйства и на экспорт.
1. ТОЧНОСТЬ СТАНКА
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям на точность - по ГОСТ 8-82. Схемы и способы измерений геометрических параметров - по ГОСТ 22267-76 и настоящему стандарту.
1.2. Нормы точности станков классов точности Н и П не должны превышать значений, указанных в пп.1.2.1-1.2.25.
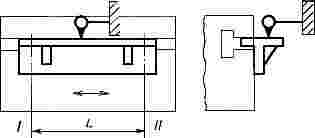
1.2.1. Прямолинейность рабочей поверхности стола, стола-спутника:
Таблица 1
| Длина измерения, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 400 | 12 | 8 |
| 400 " 630 | 16 | 10 |
| " 630 " 1000 | 20 | 12 |
| " 1000 " 1600 | 25 | 16 |
| " 1600 " 2500 | 30 | 20 |
| " 2500 " 4000 | 40 | 25 |
| " 4000 " 6300 | 40 | 30 |
| " 6300 " 8000 | 50 | 40 |
| " 8000 " 10000 | 50 | 50 |
| " 10000 " 16000 | 60 | 60 |
| " 16000 " 25000 | 80 | - |
Примечания:
1. Для столов с длиной до 2000 мм выпуклость не допускается.
2. До 1 января 1988 г. допуск разрешается увеличивать в 1,25 раза.
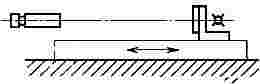
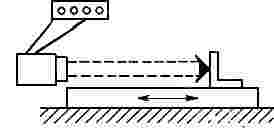
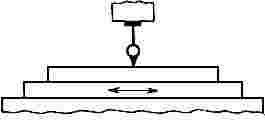
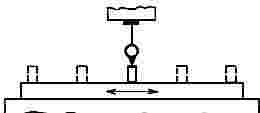
Измерения - по ГОСТ 22267-76, разд.4:
при длине измерения до 1600 мм - методы 3, 4, 6 (черт.1-3);
при длине измерения св. 1600 мм - методы 6, 9 (черт.3, 4).
Черт.1
Черт.2
Черт.3

Черт.4
Стол устанавливают в среднее положение.
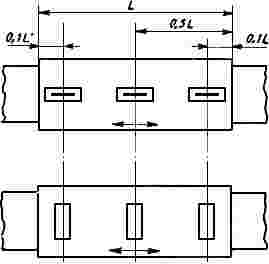
Измерение проводят в трех продольных и трех поперечных сечениях стола (среднем и двух крайних) черт.5.
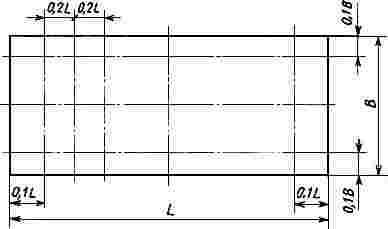
Черт.5
Расстояние между точками измерения не должно превышать 0,2 длины проверяемой поверхности и быть не более 1000 мм в продольном направлении и 500 мм в поперечном направлении.
1.2.2. Постоянство углового положения стола при его перемещении:
а) в плоскости, параллельной направлению перемещения;
б) в плоскости, перпендикулярной направлению перемещения.
Таблица 2
| Длина перемещения, мм | Допуск, мм/м (угловые секунды), для станков класса точности | |
| Н | П | |
| До 2500 | 0,02 (4) | 0,012 (2,5) |
| Св. 2500 " 4000 | 0,03 (6) | 0,02 (4) |
| " 4000 " 6300 | 0,04 (8) | 0,025 (5) |
| " 6300 " 10000 | 0,05 (10) | 0,03 (6) |
| " 10000 " 16000 | 0,06 (12) | 0,04 (8) |
| " 16000 " 25000 | 0,08 (16) | - |
Измерения - по ГОСТ 22267-76, разд.13, методы 3, 4 (черт.6, 7).
Черт.6
Черт.7
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,2 длины перемещения стола и быть не более 1000 мм.
Допускается последовательная проверка с переустановкой одного уровня.
1.2.3. Прямолинейность перемещения стола в горизонтальной плоскости
Таблица 3
| Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 1000 | 12 | 8 |
| Св. 1000 " 1600 | 16 | 10 |
| " 1600 " 2500 | 20 | 12 |
| " 2500 " 4000 | 25 | 16 |
| " 4000 " 6300 | 30 | 20 |
| " 6300 " 8000 | 40 | 25 |
| " 8000 " 10000 | 50 | 30 |
| " 10000 " 16000 | 60 | 40 |
| " 16000 " 25000 | 80 | - |
Измерения - по ГОСТ 22267-76, разд.3:
при длине перемещения до 1600 мм - метод 1б (черт.8);
при длине перемещения св. 1600 мм - методы 3, 5, 6 (черт.9-11).
Черт.8
Черт.9
Черт.10
Черт.11
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,1 длины перемещения стола, но быть не более 1000 мм.
1.2.4. Параллельность рабочей поверхности стола:
а) направление его перемещения;
б) траектории его перемещения.
Измерения - по ГОСТ 22267-76, разд.6:
метод 1а (черт.12![]() );
);
методы 1а, 1б (черт.12![]() )
)
|
|
|
|
|
|
Черт.12
Допуск на отклонение от параллельности рабочей поверхности стола траектории его перемещения при измерении по методу 1б принимают с увеличением в 1,25 раза от значений, указанных в табл.4.
Таблица 4
| Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 630 | 12 | 8 |
| 630 " 1000 | 16 | 10 |
| " 1000 " 1600 | 20 | 12 |
| " 1600 " 2500 | 25 | 16 |
| " 2500 " 4000 | 30 | 20 |
| " 4000 " 6300 | 40 | 25 |
| " 6300 " 8000 | 50 | 30 |
| " 8000 " 10000 | 50 | 40 |
| " 10000 " 16000 | 60 | 50 |
| " 16000 " 25000 | 100 | - |
Измерения проводят поочередно в среднем и крайних продольных сечениях стола, расположенных на расстоянии от края равном 0,1 ширины стола.
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,1 длины перемещения стола, но быть не более 1000 мм.
1.2.5. Параллельность боковых сторон направляющего паза (контрольной кромки) стола траектории его перемещения
Таблица 5
| Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 1000 | 16 | 12 |
| Св. 1000 " 1600 | 20 | 16 |
| " 1600 " 2500 | 25 | 20 |
| " 2500 " 4000 | 30 | 25 |
| " 4000 " 6300 | 40 | 30 |
| " 6300 " 8000 | 50 | 40 |
| " 8000 " 10000 | 50 | 40 |
| " 10000 " 16000 | 60 | 50 |
| " 16000 " 25000 | 100 | - |
Измерения - по ГОСТ 22267-76, разд.6, метод 1в (черт.13).
Черт.13
Стол перемещают на всю длину паза.
Измерения проводят последовательно по обеим боковым сторонам направляющего паза стола.
Расстояние между точками измерения не должно превышать 0,1 длины перемещения стола, но быть не более 1000 мм.
Допускается при измерении между проверяемой поверхностью и измерительным прибором располагать плоскопараллельную концевую меру длины (плитку).
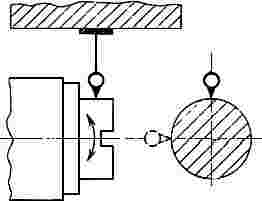
1.2.6. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по этой поверхности)
Таблица 6
| Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 160 | 10 | 8 |
| Св. 160 " 250 | 12 | 10 |
Измерения - по ГОСТ 22267-76, разд.15, метод 1 (черт.14).
Черт.14
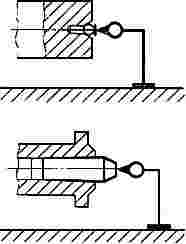
1.2.7. Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии ![]() .
.
Таблица 7
| Диаметр наружной центрирующей поверхности шпинделя, мм | Номер пункта |
| Допуск, мкм, для станков класса точности | |
| | Н | П | ||
| До 160 | 1.2.7а | - | 10 | 8 |
| 1.2.7б | 150 | 12 | 10 | |
| 300 | 16 | 12 | ||
| Св. 160 " 250 | 1.2.7а | - | 12 | 10 |
| 1.2.7б | 300 | 20 | 16 | |
Измерения - по ГОСТ 22267-76, разд.15, метод 2 (черт.15).
Черт.15
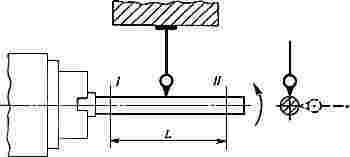
1.2.8. Осевое биение шпинделя
Таблица 8
| Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 160 | 8 | 6 |
| Св. 160 " 250 | 10 | 8 |
Измерения - по ГОСТ 22267-76, разд.17, метод 1 (черт.16).
Черт.16
1.2.9. Торцовое биение опорного торца шпинделя (для станков с базированием фрез по этой поверхности)
Таблица 9
| Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 160 | 12 | 10 |
| Св. 160 " 250 | 16 | 12 |
Измерения - по ГОСТ 22267-76, разд.18, метод 1 (черт.17).
Черт.17
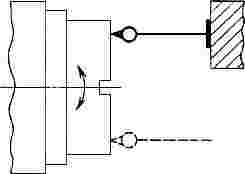
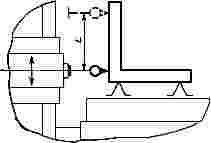
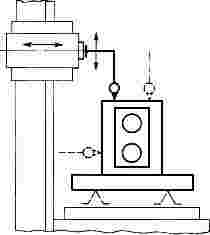
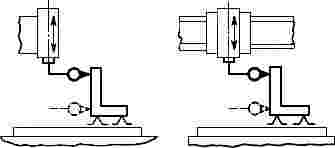
1.2.10. Перпендикулярность оси вращения шпинделя горизонтальной бабки к направлению перемещения бабки:
а) при вдвинутом ползуне (гильзе);
б) при выдвинутом ползуне (гильзе).
Таблица 10
| Номер пункта | Допуск, мкм, для станков класса точности | |
| | Н | П |
| 1.2.10а | 20 | 12 |
| 1.2.10б | 30 | 20 |
Измерения - по ГОСТ 22267-76, разд.9, метод 6б (черт.18).
Черт.18
Шпиндель вместе с оправкой поворачивают на 180°.
При наличии на поперечине двух бабок их располагают симметрично относительно средней линии стола.
Бабку устанавливают так, чтобы ось шпинделя была на высоте ![]() 300 мм от рабочей поверхности стола.
300 мм от рабочей поверхности стола.
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
Ползун (гильзу) перемещают на всю длину хода, но не более 500 мм.
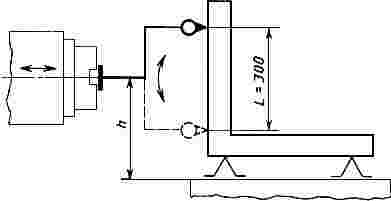
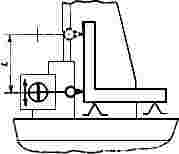
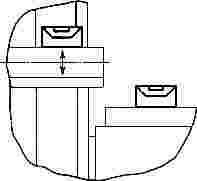
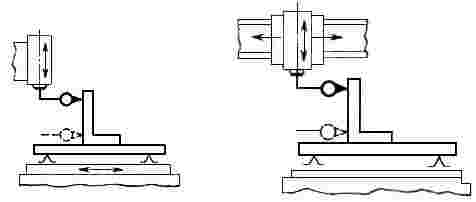
1.2.11. Перпендикулярность оси вращения шпинделя горизонтальной бабки направлению перемещения стола:
а) при вдвинутом ползуне (гильзе);
б) при выдвинутом ползуне (гильзе).
Таблица 11
| Номер пункта | Допуск, мкм, для станков класса точности | |
| Н | П | |
| 1.2.11а | 20 | 12 |
| 1.2.11б | 30 | 20 |
Измерения - по ГОСТ 22267-76, разд.9, метод 3 (черт.19).
Черт.19
Линейку устанавливают в средней части стола при его ширине ![]() 1000 мм; при большей ширине - в положение, обеспечивающее проведение проверки.
1000 мм; при большей ширине - в положение, обеспечивающее проведение проверки.
При наличии на поперечине двух бабок их располагают симметрично относительно средней линии стола.
Бабку устанавливают так, чтобы ось шпинделя была на высоте ![]() 300 мм от рабочей поверхности стола.
300 мм от рабочей поверхности стола.
Ползун (гильзу) перемещают на всю длину хода, но не более 500 мм.
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
Допускается проверять с помощью сухаря, используемого вместо линейки.
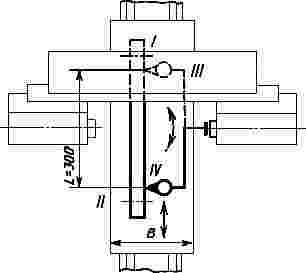
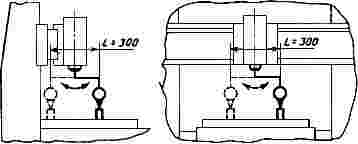
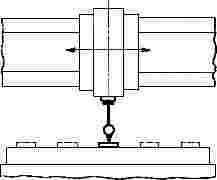
1.2.12. Перпендикулярность траектории перемещения ползуна горизонтальной бабки направлению перемещения стола:
Таблица 12
| Длина перемещения ползуна, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 500 | 20 | 12 |
| Св. 500 " 1000 | 25 | 16 |
Измерения - по ГОСТ 22267-76, разд.8, метод 2 (черт.20).
Черт.20
Поверочный угольник устанавливают в средней части стола при ширине стола ![]() 1000 мм, а при большей ширине - на расстояние не более 500 мм от торца шпинделя проверяемой бабки.
1000 мм, а при большей ширине - на расстояние не более 500 мм от торца шпинделя проверяемой бабки.
При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
Бабку устанавливают так, чтобы ось шпинделя была на высоте ![]() 300 мм от рабочей поверхности стола.
300 мм от рабочей поверхности стола.
При наличии на поперечине двух бабок их располагают симметрично относительно средней линии стола.
Ползун перемещают на всю длину хода, но не более 300 мм.
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
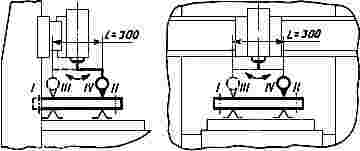
1.2.13. Перпендикулярность направления перемещения горизонтальной бабки к рабочей поверхности стола:
а) в поперечном направлении;
б) в продольном направлении.
Таблица 13
| Длина перемещения, мм |
| Допуск, мкм, для станков класса точности | |
|
| Н | П | |
| До 1000 | 300 | 16 | 10 |
| Св. 1000 " 1600 | 500 | 20 | 16 |
Измерения - по ГОСТ 22267-76, разд.9, метод 1б (черт.21, 22).
Черт.21
Черт.22
Стол и фрезерную бабку на поперечине устанавливают в среднее положение.
При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
При ширине стола до 1000 мм поверочный угольник устанавливают в средней части стола, а при большей ширине его устанавливают на расстояние не более 500 мм от края стола.
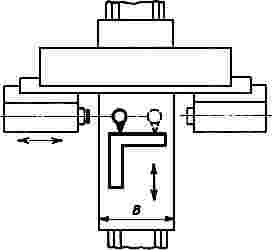
Допускается проводить измерения перпендикулярности направления перемещения горизонтальной бабки к направлению перемещения вертикальной бабки (черт.23), и к направлению перемещения стола (черт.24).
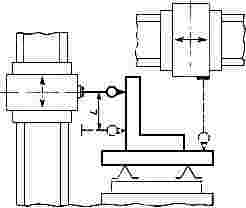
Черт.23
Черт.24
Измерения - по ГОСТ 22267-76, разд.8, методы 2, 3.
Для станков с двумя вертикальными бабками измерения по п.а производят поочередно. Поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют. Перед проверкой каждой бабки допускается соответствующая выверка поперечины.
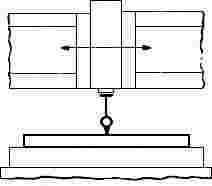
1.2.14. Перпендикулярность траектории перемещения ползуна горизонтальной бабки направлению перемещения бабки
Таблица 14
| Длина перемещения ползуна, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 500 | 20 | 12 |
| Св. 500 " 1000 | 25 | 16 |
Измерения - по ГОСТ 22267-76, разд.8, метод 1 (черт.25).
Черт.25
Стол устанавливают в среднее положение.
При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
Ползун перемещают на всю длину хода, но не более 500 мм.
1.2.15. Постоянство углового положения горизонтальной бабки в поперечном направлении при ее перемещении по стойке:
Таблица 15
| Длина перемещения, мм | Допуск, мм/м (угловые секунды), для станков класса точности | |
| Н | П | |
| До 1600 | 0,03 (6) | 0,02 (4) |
| Св. 1600 " 2500 | 0,04 (8) | 0,03 (6) |
| " 2500 " 6300 | 0,05 (10) | 0,04 (8) |
Измерения - по ГОСТ 22267-76, разд.13, методы 1, 2 (черт.26).
Черт.26
Бабку перемещают на всю длину хода.
Проверяют на всей длине перемещения бабки.
Расстояние между точками измерения не должно превышать 0,2 длины перемещения, но быть не более 500 мм.
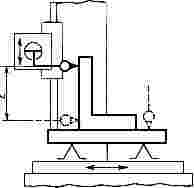
1.2.16. Перпендикулярность оси вращения шпинделя вертикальной бабки к рабочей поверхности стола:
а) при вдвинутом ползуне (гильзе);
б) при выдвинутом ползуне (гильзе).
Таблица 16
| Номер пункта | Допуск, мкм, для станков класса точности | |
| Н | П | |
| 1.2.16а | 16 | 12 |
| 1.2.16б | 25 | 20 |
Измерения - по ГОСТ 22267-76, разд.10, метод 1 (черт.27).
Черт.27
Стол и бабку устанавливают в среднее положение.
Подвижную поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют.
При проверке перпендикулярности при выдвинутом ползуне (гильзе) ползун (гильзу) выдвигают на всю длину хода, но не более 500 мм.
Допускается проводить измерение перпендикулярности оси вращения шпинделя к направлению перемещения стола и к направлению перемещения бабки по ГОСТ 22267-76 разд.9, методы 3, 3а (черт.28).
Черт.28
Закрепление рабочих органов проводят в соответствии с нормативно-технической документацией на конкретную модель станка.
Для станков с двумя вертикальными бабками измерение проводят для каждой бабки поочередно, при этом вторую бабку устанавливают у стойки.
Если бабка поворотная, то перед измерением ее устанавливают в нулевое положение и измерение проводят лишь в продольной плоскости.
Перед проверкой каждой бабки допускается выверка положения поперечины.
1.2.17. Перпендикулярность траектории перемещения ползуна вертикальной бабки рабочей поверхности стола
Таблица 17
| Длина перемещения ползуна, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 500 | 20 | 12 |
| Св. 500 " 1000 | 25 | 16 |
Измерения - по ГОСТ 22267-76, разд.9, метод 1б (черт.29).
Черт.29
Допускается проводить измерения перпендикулярности траектории перемещения ползуна к направлению перемещения стола и к направлению перемещения бабки, разд.8, методы 1 и 2 (черт.30).
Черт.30
Стол устанавливают в среднее положение.
Поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют. Ползун перемещают на всю длину хода, но не более 300 мм.
Для станков с двумя вертикальными бабками измерение проводят для каждой бабки поочередно, при этом вторая бабка устанавливается у стойки. Если бабка поворотная, то перед началом измерения ее устанавливают в нулевое положение и измерение проводят лишь в продольной плоскости.
Перед проверкой каждой бабки допускается выверка положения поперечины.
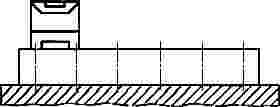
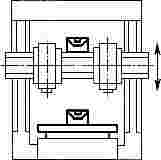
1.2.18. Прямолинейность и параллельность траектории перемещения вертикальной бабки рабочей поверхности стола
Таблица 18
| Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 630 | 20 | 12 |
| Св. 630 " 1000 | 25 | 16 |
| " 1000 " 1600 | 30 | 20 |
| " 1600 " 2500 | 40 | 25 |
| " 2500 " 4000 | 50 | 30 |
| " 4000 " 6300 | 60 | 40 |
При дополнительной выверке поперечины на станках с двумя вертикальными бабками допуск уменьшают в 1,25 раза.
Измерения - по ГОСТ 22267-76, разд.6, метод 2б (черт.31); допускается метод 2а (черт.32) с уменьшением допуска, указанного в табл.18, в 1,25 раза.
Черт.31
Черт.32
Стол устанавливают в среднее положение.
Поперечину устанавливают на высоте не менее 300 мм от поверхности стола и закрепляют.
Для станков с двумя вертикальными бабками измерение проводят для каждой бабки поочередно. Вторую бабку устанавливают у стойки. Перед проверкой каждой бабки допускается соответствующая выверка поперечины. Бабку перемещают на всю длину хода, но не более ширины стола. Расстояние между точками измерения не должно превышать 0,2 ширины стола и быть не более 500 мм.
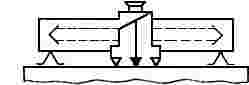
1.2.19. Перпендикулярность поперечного перемещения вертикальной бабки направлению перемещения стола
Таблица 19
| Ширина стола, мм |
| Допуск, мкм, для станков | |
| | Н | П | |
| До 1000 | 300 | 16 | 12 |
| Св. 1000 до 2500 | 500 | 25 | 20 |
| " 2500 " 6300 | 500 | 30 | 25 |
Измерения - по ГОСТ 22267-76, разд.8, метод 2 (черт.33).
Черт.33
Стол устанавливают в среднее положение.
Проверяемую бабку устанавливают в среднее положение на поперечине.
Поперечину устанавливают в положение, обеспечивающее проведение измерения, и закрепляют.
1.2.20. Постоянство углового положения поперечины в поперечном направлении относительно стола при ее перемещении:
Таблица 20
| Длина перемещения, мм | Допуск, мм/м (угловые секунды), для станков класса точности | |
| Н | П | |
| До 1600 | 0,03 (6) | 0,02 (4) |
| Св. 1600 " 2500 | 0,04 (8) | 0,03 (6) |
| " 2500 " 4000 | 0,05 (10) | 0,04 (8) |
| " 4000 " 6300 | 0,06 (12) | 0,05 (10) |
Измерения - по ГОСТ 22267-76, разд.13, метод 2 (черт.34).
Черт.34
Стол и бабку устанавливают в среднее положение. При наличии двух бабок их располагают на поперечине симметрично относительно средней линии стола.
Поперечину перемещают на всю длину хода, с остановками для измерений через 0,2 длины перемещения, но не более чем через 500 мм. Перед измерением поперечину закрепляют.
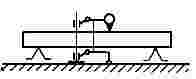
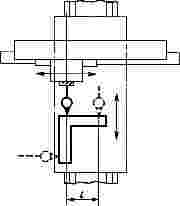
1.2.21. Соосность отверстия серьги с осью вращения шпинделя:
а) в вертикальной плоскости (![]() );
);
б) в горизонтальной плоскости (![]() ).
).
Таблица 21
| Ширина стола, мм |
| Допуск, мкм, для станков класса точности | |
| | Н | П | |
| До 500 | 300 | 30 | 20 |
| Св. 500 " 1000 | 500 | 40 | 25 |
В плоскости ![]() ось серьги должна быть расположена ниже оси шпинделя.
ось серьги должна быть расположена ниже оси шпинделя.
Измерения - по ГОСТ 22267-76, разд.14, метод 1 (черт.35).
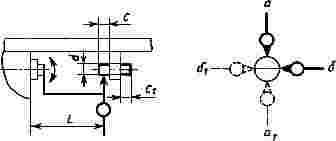
Черт.35
Проверяют при закрепленных серьге и хоботе.
Длина оправки ![]() примерно равна 2
примерно равна 2![]() , где
, где ![]() - диаметр отверстия в серьге.
- диаметр отверстия в серьге.
Размеры ![]() и
и ![]() примерно одинаковы.
примерно одинаковы.
1.2.22. Точность линейного позиционирования рабочих органов:
стола, бабки, ползуна и поперечины (для продольных фрезерно-расточных станков с предварительным набором координат и ПУ):
а) точность одностороннего позиционирования ![]() ,
, ![]() (табл.22);
(табл.22);
б) повторяемость одностороннего позиционирования ![]() и
и ![]() (табл.23);
(табл.23);
в) максимальная зона нечувствительности ![]() (табл.24).
(табл.24).
Измерения - по ГОСТ 27843-88*, разд.3, методы 1 или 4.
______________
* На территории Российской Федерации действует ГОСТ 27843-2006. - Примечание изготовителя базы данных.
Таблица 22
| Длина перемещения, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 50 | 40 | 25 |
| 50 " 400 | 50 | 30 |
| " 400 " 1000 | 80 | 50 |
| " 1000 " 2500 | 125 | 80 |
| " 2500 " 6300 | 160 | 100 |
| " 6300 " 16000 | 200 | 125 |
| " 16000 " 25000 | 250 | - |
Таблица 23
| Ширина стола, мм | Допуск, мкм, для станков класса точности | |
| Н | П | |
| До 1000 | 30 | 20 |