
ГОСТ 745-2003
Группа В53
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФОЛЬГА АЛЮМИНИЕВАЯ ДЛЯ УПАКОВКИ
Технические условия
Aluminium foil for packing. Specifications
МКС 77.120*
ОКП 18 1119
_______________
* В указателе "Национальные стандарты" 2004 год
МКС 77.150.10. - Примечание.
Дата введения 2004-09-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией, Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", научно-исследовательским, проектным конструкторским институтом сплавов и обработки цветных металлов (ОАО "Институт Цветметобработка")
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 23 от 22 мая 2003 г.), зарегистрирован Бюро по стандартам МГС N 4436
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджан | Азстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Республики Беларусь |
| Грузия | Грузстандарт |
| Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикстандарт |
| Туркменистан | Главгосслужба "Туркменстандартлары" |
| Узбекистан | Узстандарт |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 20 января 2004 г. N 22-ст межгосударственный стандарт ГОСТ 745-2003 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 сентября 2004 г.
4 ВЗАМЕН ГОСТ 745-79
ВНЕСЕНА поправка, опубликованная в ИУС N 9, 2004 год
Поправка внесена юридическим бюро "Кодекс"
1 Область применения
1 Область применения
Настоящий стандарт распространяется на холоднокатаную алюминиевую фольгу, предназначенную для упаковывания пищевых продуктов, лекарственных препаратов, изделий медицинского назначения, продукции косметической промышленности, а также для производства упаковочных материалов на основе алюминиевой фольги.
Требования безопасности продукции изложены в 5.3, 5.4, 6.3, 7.4, 7.5.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4381-87 Микрометры рычажные. Общие технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5556-81 Вата медицинская гигроскопическая. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6709-72 Вода дистиллированная. Технические условия
ГОСТ 7376-89 Картон гофрированный. Общие технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 8981-78 Эфиры этиловый и нормальный бутиловый уксусной кислоты технические. Технические условия
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9557-87 Поддон плоский деревянный размером 800х1200 мм. Технические условия
ГОСТ 10198-91 Ящики деревянные для грузов массой свыше 200 до 20000 кг. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 11069-2001 Алюминий первичный. Марки
ГОСТ 12697.2-77 Алюминий. Методы определения магния
ГОСТ 12697.3-77 Алюминий. Методы определения марганца
ГОСТ 12697.6-77 Алюминий. Метод определения кремния
ГОСТ 12697.7-77 Алюминий. Методы определения железа
ГОСТ 12697.8-77 Алюминий. Методы определения меди
ГОСТ 12697.9-77 Алюминий. Методы определения цинка
ГОСТ 12697.10-77 Алюминий. Метод определения титана
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 18477-79 Контейнеры универсальные. Типы, основные параметры и размеры
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 28798-90 Головки измерительные пружинные. Общие технические условия
3 Виды и обозначения
3.1 По состоянию обработанной поверхности фольгу подразделяют на следующие виды:
ФГ - гладкая;
ФЛ - лакированная с одной стороны;
ФЛЛ - лакированная с двух сторон;
ФТЛ - лакированная термолаками;
ФО - окрашенная цветными лаками или красками;
ФП - печатная;
ФПЛ - с печатью по лицевой стороне и лакированная с обратной стороны;
ФПТЛ - печатная по лицевой стороне и лакированная термолаками с обратной стороны;
ФЛТЛ - с грунтом под печать по лицевой стороне и термолаками с обратной стороны.
Если фольгу подвергают дополнительно тиснению, то к вышеперечисленным обозначениям необходимо добавить обозначение "тс".
4 Сортамент
4.1 Толщина фольги и предельные отклонения по толщине должны соответствовать указанным в таблице 1.
Таблица 1 - Толщина фольги и предельные отклонения по толщине
В миллиметрах
| Толщина фольги | Предельное отклонение по толщине | ||
|
| Нормальная точность | Повышенная точность | Высокая точность |
| 0,006 | ±0,001 | - | - |
| 0,012 | +0,001 | -0,002 | - |
| 0,016 | ±0,002 | +0,001 | - |
| 0,025 | ±0,003 | +0,001 | - |
| 0,040 | ±0,004 | +0,002 | +0,002 |
| 0,050 | ±0,005 | +0,003 | +0,002 |
| 0,060 | ±0,006 | +0,004 | +0,003 |
| 0,080 | ±0,007 | +0,003 | +0,003 |
| 0,100 | +0,005 | +0,004 | +0,004 |
| 0,180 | ±0,015 | +0,005 | +0,005 |
| Примечания | |||
4.2 Фольгу изготовляют шириной от 15 до 1500 мм. Градация по ширине фольги должна быть 5 мм при ширине до 500 мм и 10 мм - при ширине свыше 500 мм.
Ширина фольги и предельные отклонения по ширине всех ее видов должны соответствовать указанным в таблице 2.
Таблица 2 - Ширина фольги и предельные отклонения по ширине
В миллиметрах
| Ширина | Предельное отклонение по ширине |
| 15 до 100 включ. | ±0,5 |
| Св. 100 " 500 " | ±1,0 |
| " 500 " 750 " | ±1,5 |
| " 750 " 1500 " | ±2,0 |
4.3 Фольга всех видов должна быть намотана на металлические втулки (шпули) внутренним диаметром 34-36, 50-52, 68-70, 75-77 или 150-153 мм. Размеры втулки устанавливают по согласованию изготовителя с потребителем. Длина втулки должна быть равна номинальной ширине фольги. Допускаемые отклонения по длине втулки - ±2,0 мм.
По согласованию изготовителя с потребителем допускается применять втулки длиной, превышающей номинальную ширину фольги.
В случае, когда длина втулки превышает номинальную ширину фольги, выступающие концы втулки должны быть одинаковыми. Разность длин выступающих концов втулки должна быть не более 4 мм.
По согласованию изготовителя с потребителем допускается наматывать фольгу на неметаллическую втулку.
4.4 Фольга должна быть намотана в рулоны наружным диаметром 100-800 мм. Отклонение от номинального диаметра рулона - ±10%.
Допускается намотка рулонов фольги меньшего диаметра, но не менее 1,5 размера внутреннего диаметра втулки в количестве не более 10% массы партии.
По согласованию изготовителя с потребителем допускается ограничение наружного диаметра рулона меньшим размером или ограничение массы одного рулона.
По согласованию изготовителя с потребителем наружный диаметр рулонов может быть увеличен.
Условные обозначения фольги проставляются по схеме:
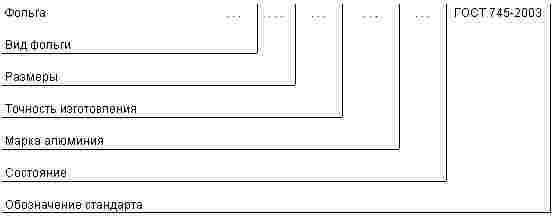
При этом используют следующие сокращения:
- точность изготовления:
нормальная - Н,
повышенная - П,
высокая - В;
- состояние:
мягкое - М,
твердое - Т.
Примеры условных обозначений:
Фольга гладкая толщиной 0,050 мм, шириной 100 мм, нормальной точности изготовления, из алюминия марки А5, мягкая:
Фольга ФГ 0,050х100 Н А5 М ГОСТ 745-2003
Фольга гладкая тисненая толщиной 0,050 мм, шириной 100 мм, нормальной точности изготовления, из алюминия марки А5, мягкая:
Фольга ФГтс 0,050х100 Н А5 М ГОСТ 745-2003
5 Технические требования
5.1 Фольгу изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Фольгу изготовляют из алюминия и алюминиевых сплавов марок: АД, АД0 и АД1 с химическим составом по ГОСТ 4784; А6, А5, А0 с химическим составом по ГОСТ 11069; АЖ0,6, АЖ0,8, АЖ1 с химическим составом, указанным в таблице 3, и 8011, 8011А, 8111, 1145 и 1050 с химическим составом, указанным в таблице 4.
Таблица 3 - Химический состав алюминия и алюминиевых сплавов
| Массовая доля, % | ||||||||
| Основной элемент | Примеси, не более | |||||||
| Марка алюминия и алюминиевого сплава | Аl | железо | Si | Сu | Zn | Ti | Прочие примеси (каждая в отдельности) | Всего |
| АЖ0,6 | 99,0-99,2 | 0,40-0,60 | 0,20 | 0,01 | 0,06 | 0,03 | 0,03 | 0,40 |
| АЖ0,8 | 98,70-98,90 | 0,60-0,80 | 0,30 | 0,02 | 0,06 | 0,03 | 0,03 | 0,50 |
| АЖ1 | 98,35-98,55 | 0,95-1,15 | 0,20 | 0,01 | 0,06 | 0,03 | 0,05 | 0,50 |
Таблица 4 - Химический состав алюминия и алюминиевых сплавов
| Массовая доля, % | |||||||||
| Основной элемент | Примеси, не более | ||||||||
| Марка алюминия и алюминиевого сплава | Аl | Fe | Si | Сu | Mn | Mg | Zn | Ti | Прочие примеси (каждая в отдельности) |
| 1145 | Не менее 99,45 | Не более | 0,05 | 0,05 | 0,05 | 0,05 | 0,03 | 0,03 | |
| 1050 | Не менее 99,50 | Не более 0,40 | Не более 0,25 | 0,05 | 0,05 | 0,05 | 0,07 | 0,05 | 0,03 |
| 8011 | Остальное | 0,6-1,0 | 0,5-0,9 | 0,10 | 0,20 | 0,05 | 0,10 | 0,08 | 0,05 |
| 8011А | Остальное | 0,5-1,0 | 0,4-0,8 | 0,10 | 0,10 | 0,10 | 0,10 | 0,05 | 0,06 |
| 8111 | Остальное | 0,4-1,0 | 0,3-1,1 | 0,10 | 0,10 | 0,05 | 0,10 | 0,08 | 0,05 |
По согласованию изготовителя с потребителем допускается применение других алюминиевых сплавов, разрешенных Минздравом РФ к использованию при контакте с пищевыми продуктами.
5.2 Все материалы, используемые для изготовления фольги по настоящему стандарту, должны быть разрешены национальными органами здравоохранения.
5.3 Фольга не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих установленные [1] и составляющих: для алюминия - 0,500 мг/л, марганца - 0,100 мг/л, железа - 0,300 мг/л, меди - 1,000 мг/л, цинка - 1,000 мг/л, титана - 0,100 мг/л и ванадия - 0,100 мг/л.
5.4 Фольга не должна иметь запаха, влияющего на качество упакованных продуктов.
5.5 Все виды фольги изготовляют в мягком (отожженном) или твердом (неотожженном) состоянии.
Механические свойства фольги не регламентируются.
5.6 На фольге не должно быть посторонних включений и поверхностных загрязнений, складок, надрывов, забоин, следов коррозии и пятен от невыгоревшего прокатного масла.
Допускаются на поверхности фольги отпечатки от валков, не выводящие фольгу за предельные отклонения по толщине.
На фольге толщиной от 0,017 до 0,030 мм допускаются единичные мелкие отверстия, видимые невооруженным глазом против света.
На фольге толщиной менее 0,017 мм микропоры и отверстия определяют в соответствии с методом испытания фольги на пористость, изложенным в приложении Б. Не допускается скопление и строчечное расположение отверстий на фольге.
Допускается устанавливать качество поверхности фольги, количество и расположение сквозных отверстий и микропор по образцам, согласованным между изготовителем и потребителем.
На поверхности мягкой (отожженной) фольги не допускается наличие остатков технологической смазки.
На поверхности твердой (неотожженной) фольги допускается наличие остатков технологической смазки.
5.7 Цветовая гамма печати, а также рисунки тиснения и печати устанавливаются по образцам, согласованным между изготовителем и потребителем. Для проведения предпечатной подготовки потребитель представляет схему ориентации рисунка в рулоне и оригиналы рисунка, выполненные фотографическим способом или черной тушью, не дающей расплыва штриха на белом ватмане, с раскладкой по цветам, с указанием всех размеров, цветов, а также расположения и размеров меток под автоматы.
5.8 Лакокрасочное покрытие должно быть нанесено по всей поверхности фольги равномерным слоем с удовлетворительной адгезией к поверхности фольги. Непокрашенные места не допускаются. Не допускаются вздутия и отслоения лаковой пленки на поверхности фольги, а также трещины лакового покрытия при перегибе.
При покрытии фольги лаками и термолаками указывают сторону покрытия.
Допускается качество лакового покрытия определять по согласованным образцам.
Дополнительные требования к качеству нанесения лакокрасочного покрытия согласовываются между изготовителем и потребителем.
5.9 На 1 м![]() тисненой или печатной фольги допускается не более шести участков с неравномерным рисунком тиснения или печати размером не более 1 см
тисненой или печатной фольги допускается не более шести участков с неравномерным рисунком тиснения или печати размером не более 1 см![]() каждый.
каждый.
Слипания витков фольги после лакирования или печати не допускаются.
5.10 Фольга должна быть намотана с натяжением, не допускающим смещения отдельных витков рулона и выпадения или перемещения втулки при переворачивании рулона на 90° и 180°.
При намотке всех видов фольги на втулку допускается смещение витков в торцах рулона для фольги толщиной:
- до 0,020 мм включительно - не боле 1 мм;
- свыше 0,020 мм - не более 2 мм.
Торцы рулона должны быть без забоин, вмятин и загрязнений.
5.11 По всей длине фольги рулон должен легко разматываться, кромки фольги должны быть без значительных (по ГОСТ 15467) заусенцев и надрывов.
Допускается волнистая кромка, обусловленная способом резки и исчезающая при намотке фольги в рулон.
5.12 Допускают наличие в одном рулоне фольги толщиной 0,014 мм и менее не более пяти обрывов, толщиной от 0,018 до 0,05 мм включительно - не более четырех обрывов, толщиной более 0,05 мм - не более трех обрывов.
6 Правила приемки
6.1 Фольгу принимают партиями. Партия должна состоять из фольги одного вида, изготовленной из алюминия одной марки, одного размера, одной точности изготовления по толщине, одного состояния и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- основное (или функциональное) предназначение или области применения;
- условное обозначение фольги;
- номер партии;
- знак соответствия (для фольги, прошедшей сертификацию);
- массу партии;
- штриховой код (при наличии).
Масса партии не ограничивается.
6.2 Для осмотра и обмера фольги всех марок от партии отбирают 5% рулонов, но не менее двух.
6.3 Для контроля наличия запаха, технологической смазки, дырчатости, качества разматываемости и адгезии лакокрасочного покрытия к фольге от партии отбирают 5% рулонов фольги, но не менее двух.
6.4 Для контроля химического состава фольги на предприятии-изготовителе проводят отбор проб жидкого металла от каждой плавки, на предприятии-потребителе отбирают один рулон от партии.
6.5 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяют на всю партию.
7 Методы контроля
7.1 Для осмотра и обмера фольги от конца рулона отматывают 3 м. Осмотр фольги должен проводиться визуально без применения увеличительных приборов.
7.2 Толщину фольги измеряют измерительной головкой по ГОСТ 28798 или микрометрами по ГОСТ 6507 или ГОСТ 4381.
Ширину фольги измеряют штангенциркулем по ГОСТ 166, металлической линейкой по ГОСТ 427 или металлической рулеткой по ГОСТ 7502.
Массу лакокрасочного покрытия на фольге определяют по методу, изложенному в приложении В.
Допускается применять другие средства измерения, обеспечивающие необходимую точность, установленную стандартом.
При возникновении разногласий контроль проводят средствами измерения, указанными в стандарте.
7.3 Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231.
Химический анализ проводят по ГОСТ 12697.2, ГОСТ 12697.3, ГОСТ 12697.6, ГОСТ 12697.8-ГОСТ 12697.10.
Допускается применение других методов химического анализа, не уступающих по точности перечисленным.
При возникновении разногласий в оценке химического состава фольги анализ проводят по ГОСТ 12697.2, ГОСТ 12697.3, ГОСТ 12697.6-ГОСТ 12697.10.
7.4 Санитарно-химические исследования готовой продукции проводят в соответствии с требованиями [1].
7.5 Наличие запаха в фольге определяют органолептическим методом.
В случае возникновения разногласий наличие запаха в фольге определяют по методу определения запаха фольги, изложенному в приложении Г.
7.6 Контроль наличия технологической смазки на поверхности мягкой (отожженной) и твердой (неотожженной) фольги осуществляют путем испытания на смачиваемость. Метод определения смачиваемости фольги изложен в приложении Д.
7.7 Контроль пористости фольги осуществляют по методу, изложенному в приложении Б. Для контроля берут один образец по всей ширине фольги номинальной толщиной и длиной 3,5 м по направлению прокатки из каждого отобранного рулона.
7.8 Качество разматываемости фольги контролируют по методу определения разматываемости фольги, изложенному в приложении Е.
7.9 Адгезию лакокрасочного покрытия к поверхности фольги контролируют по методу, изложенному в приложении Ж.
Удовлетворительной адгезией лакокрасочного покрытия считают адгезию классов А, В, С.
8 Упаковка, маркировка, транспортирование и хранение
8.1 Каждый рулон фольги должен быть обернут бумажной лентой шириной, равной ширине фольги.
Допускается применение других материалов, обеспечивающих защиту наружной поверхности рулона от загрязнения.
8.2 На каждый рулон фольги должен быть наклеен ярлык с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- наименования страны-изготовителя;
- юридического адреса изготовителя и (или) продавца;
- основного (или функционального) предназначения или области применения;
- условного обозначения фольги;
- штрихового кода (при наличии);
- номера партии;
- штампа технического контроля;
- знака соответствия (для фольги, прошедшей сертификацию);
- даты изготовления.
8.3 Все виды фольги упаковывают в плотные или решетчатые дощатые ящики типов III-1, III-2 по ГОСТ 2991 или ГОСТ 10198. Размеры ящиков - по ГОСТ 21140. Допускается транспортировать фольгу без упаковки в универсальных контейнерах по ГОСТ 18477. Пол контейнера и ящики выстилают двухслойной водонепроницаемой упаковочной бумагой по ГОСТ 8828 или полиэтиленовой пленкой по ГОСТ 10354. Такой же бумагой или пленкой накрывают упакованную фольгу.
Рулоны фольги толщиной до 0,018 мм включительно транспортируют в подвешенном состоянии. Рулоны должны надеваться на стальные стержни, укрепленные между деревянными стойкам контейнера или ящика.
Рулоны фольги толщиной свыше 0,018 мм размещают в контейнерах или ящиках на торец или горизонтально.
Допускается укладывать рулоны фольги толщиной от 0,014 до 0,200 мм в ящик или контейнер на торец. Торцы рулонов должны быть защищены от механических повреждений гофрированным картоном по ГОСТ 7376.
8.4 По согласованию изготовителя с потребителем допускаются другие способы упаковывания и защиты рулонов фольги от коррозии и механических повреждений, по своим качествам и коррозионным свойствам не уступающие перечисленным в 8.3 и обеспечивающие сохранность качества фольги при транспортировании.
8.5 Укрупнение грузовых мест в транспортные пакеты осуществляют в соответствии с требованиями ГОСТ 26663. Пакетирование проводят на поддонах по ГОСТ 9557, ГОСТ 9078 или на деревянно-металлических поддонах по нормативным документам, утвержденным в установленном порядке, или без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размерами не менее 0,3х30 мм по ГОСТ 3560. Скрепляют концы: проволокой - скруткой не менее 5 витков, лентой - в замок. Размер пакетов - по ГОСТ 24597.
8.6 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков: "Беречь от влаги", "Хрупкое. Осторожно".
Для рулонов фольги, прошедших сертификацию, знак соответствия наносят на каждое грузовое место в непосредственной близости от товарного знака изготовителя.
8.7 В каждый контейнер или ящик должен быть вложен упаковочный лист с указанием:
- товарного знака или наименования и товарного знака предприятия-изготовителя;
- наименования страны-изготовителя;
- юридического адреса изготовителя и (или) продавца;
- основного (или функционального) предназначения или области применения;
- условного обозначения фольги;
- штрихового кода (при наличии);
- знака соответствия (для фольги, прошедшей сертификацию);
- номера партии;
- массы нетто;
- массы брутто;
- количества рулонов;
- номера упаковщика.
8.8 Фольгу транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
По согласованию изготовителя с потребителем допускается транспортировать фольгу в автофургонах без упаковки в ящики и контейнеры.
8.9 Фольга должна храниться в соответствии с правилами хранения алюминиевой фольги, приведенными в приложении И.
ПРИЛОЖЕНИЕ А (справочное). Поверхностная плотность фольги при номинальной толщине
ПРИЛОЖЕНИЕ А
(справочное)
Таблица А.1
| Толщина, мм | Поверхностная плотность, г/м | |
| А0, А5, А6, АД, АД0, АД1, АЖ0,6, 1050, 1145 | АЖ0,8, АЖ1, 8011, 8011А, 8111 | |
| 0,006 | 16,2 | 16,3 |
| 0,007 | 18,9 | 19,0 |
| 0,008 | 21,6 | 21,7 |
| 0,009 | 24,3 | 24,4 |
| 0,010 | 27,0 | 27,1 |
| 0,011 | 29,7 | 29,8 |
| 0,012 | 32,4 | 32,5 |
| 0,013 | 35,1 | 35,2 |
| 0,014 | 37,8 | 37,9 |
| 0,015 | 40,5 | 40,7 |
| 0,016 | 43,2 | 43,4 |
| 0,017 | 45,9 | 46,1 |
| 0,018 | 48,6 | 48,8 |
| 0,019 | 51,3 | 51,5 |
| 0,020 | 54,0 | 54,2 |
| 0,025 | 67,5 | 67,8 |
| 0,030 | 81,0 | 81,3 |
| 0,035 | 94,5 | 94,9 |
| 0,040 | 108,0 | 108,4 |
| 0,045 | 121,5 | 122,0 |
| 0,050 | 135,0 | 135,5 |
| 0,055 | 148,5 | 149,1 |
| 0,060 | 162,0 | 162,6 |
| 0,065 | 175,5 | 176,2 |
| 0,070 | 189,0 | 189,7 |
| 0,080 | 216,0 | 216,8 |
| 0,085 | 229,5 | 230,4 |
| 0,090 | 243,0 | 243,9 |
| 0,100 | 270,0 | 271,0 |
| 0,120 | 324,0 | 325,2 |
| 0,150 | 405,0 | 406,5 |
| 0,180 | 486,0 | 487,8 |
| 0,200 | 540,0 | 542,0 |
| 0,240 | 648,0 | 650,4 |
| Примечание - При вычислении поверхностной плотности фольги плотность алюминия и алюминиевых сплавов марок А0, А5, А6, АД, АД0, АД1, АЖ0,6, 1050 и 1145 принята равной 2,7 г/см | ||
ПРИЛОЖЕНИЕ Б (обязательное). Метод испытания фольги на пористость
ПРИЛОЖЕНИЕ Б
(обязательное)
Настоящий метод устанавливает порядок проведения испытания на пористость фольги. Данный метод применим для алюминиевой фольги толщиной от 0,006 до 0,030 мм. Сущность метода состоит в том, что считают количество пор, хаотичных или строчечных отверстий, причем поры диаметром менее 0,020 мм не определяют.
Поры - это произвольно распределенные отверстия в фольге толщиной от 0,006 до 0,020 мм обычно круглой или овальной формы и максимальным диаметром 0,20 мм.
Хаотичные отверстия - это отверстия максимальным диаметром свыше 0,20 мм, которые появляются в любых местах по всей длине рулона.
Строчечные отверстия - это отверстия максимальным диаметром свыше 0,20 мм, которые появляются по всей длине рулона через закономерные интервалы.
Б.1 Аппаратура
Закрытое темное помещение освещенностью 20-50 люкс.
Стол из полупрозрачного матового стекла с подсветкой.
Люминесцентная лампа освещенностью от 1000 до 1500 люкс.
Трафарет площадью 1 дм![]() .
.
Б.2 Проведение испытания
Контролируемый образец располагают на световом столе матовой поверхностью вверх. Закрывают участок светового стола, не прикрытый контролируемым образцом. Тщательно просматривают контролируемый oбразец на расстоянии ![]() 0,5 м от поверхности контролируемого образца.
0,5 м от поверхности контролируемого образца.
Площадь испытания выбирают следующим образом.
А - произвольный выбор: образец площадью 1 дм![]() выбирают произвольно.
выбирают произвольно.
Б - выбор худшего участка: образец площадью 1 дм![]() выбирают из участка с наибольшим количеством пор.
выбирают из участка с наибольшим количеством пор.
На выбранном участке подсчитывают количество микропор, сквозных отверстий или отпечатков от валков. Микропоры выбранного худшего участка подсчитывают через трафарет площадью 1 дм![]() . Далее количество умножают на 100. Результаты следует выражать в количестве микропор на 1 м
. Далее количество умножают на 100. Результаты следует выражать в количестве микропор на 1 м![]() .
.
ПРИЛОЖЕНИЕ В (обязательное). Метод определения массы лакокрасочного покрытия на фольге
ПРИЛОЖЕНИЕ В
(обязательное)
Настоящий метод устанавливает порядок измерения массы лакокрасочного покрытия на алюминиевой фольге.
B.1 Аппаратура, реактивы, материалы
Фольга алюминиевая лакированная или окрашенная.
Круговые механические ножницы для вырезания образцов или металлический шаблон площадью 10х10 см.
Аналитические весы.
Этилацетат или другой растворитель типа ацетона или толуола по ГОСТ 8981 и ГОСТ 2768.
Вата по ГОСТ 5556.
Бумажные салфетки.
В.2 Проведение испытания
Вырезают с помощью круговых механических ножниц или шаблона образец площадью 100 см![]() . Взвешивают образец на аналитических весах с точностью до четвертого знака после запятой. Записывают этот результат как вес
. Взвешивают образец на аналитических весах с точностью до четвертого знака после запятой. Записывают этот результат как вес ![]() .
.
Помещают образец на бумажную салфетку, смачивают кусочек чистой ваты растворителем и удаляют лакокрасочное покрытие, протирая поверхность образца смоченной в растворителе ватой, не допуская при этом попадания растворителя на другую сторону образца. Просушивают образец и взвешивают, записывают результат как вес ![]() .
.
Массу лакокрасочного покрытия ![]() , г/м
, г/м![]() , рассчитывают по формуле
, рассчитывают по формуле
![]() . (B.1)
. (B.1)
Массу лакокрасочного покрытия на второй стороне фольги определяют аналогично: после удаления лакокрасочного покрытия с помощью ватного тампона, смоченного в растворителе, и просушивания фольги образец взвешивают, записывают результат как вес ![]() .
.
Массу покрытия на второй стороне ![]() , г/см
, г/см![]() , рассчитывают по формуле
, рассчитывают по формуле
![]() . (B.2)
. (B.2)
За результат определения принимают значения массы двух параллельных измерений.
ПРИЛОЖЕНИЕ Г (обязательное). Метод определения запаха фольги
ПРИЛОЖЕНИЕ Г
(обязательное)
Настоящий метод устанавливает порядок проведения испытания на наличие запаха фольги.
Г.1 Аппаратура, реактивы, материалы
Широкогорлые стеклянные сосуды высотой 10 см.
Алюминиевая фольга для закупоривания стеклянных сосудов, выдержанная в сушильном шкафу при 120 °С в течение 1 ч для удаления ненормальных запахов.
Резиновые кольца или хорошо гнущаяся проволока для закрепления алюминиевой фольги.
Резак, шаблон 10х10 см или круговые механические ножницы.
Сушильный шкаф температурой нагревания до 150 °С.
Г.2 Условия испытания
Испытание проводит комиссия из трех сотрудников отдела контроля качества и лаборант испытательной лаборатории.
Эксперт, проводящий испытание, не должен пользоваться жевательной резинкой, использовать духи или другую парфюмерию, не должен курить во время испытания.
Руки должны быть чистыми и дезодорированными. Если руки быстро потеют, необходимо пользоваться хлопчатобумажными перчатками.
Для анализа по всей ширине рулона вырезают образец длиной не менее 50 см после среза по толщине 2-3 мм наружных витков с поверхности рулона.
Г.3 Проведение испытания
Широкогорлые стеклянные сосуды прогревают в сушильном шкафу при температуре 120 °С в течение 20 мин для удаления ненормальных запахов.
Охлаждают при комнатной температуре. Допускается банки перед испытанием продуть азотом.
Приготавливают образец фольги размером 900 см![]() (30х30 см).
(30х30 см).
Разрезают образец на полоски размером 1,5х30 см. При испытании окрашенной фольги, фольги с печатью или лаковым покрытием следует смять образцы так, чтобы неокрашенная сторона находилась внутри, поскольку наиболее вероятным источником запаха в данном случае являются растворители лакокрасочных материалов, а не фольга.
Помещают образцы в дезодорированную посуду.
Плотно закупоривают широкогорлые стеклянные сосуды алюминиевой фольгой и закрепляют фольгу проволокой или резиновым кольцом.
Выдерживают банки в сушильном шкафу в течение 10 мин при температуре 120 °С - для гладкой фольги и при температуре 50 °С - для окрашенной, лакированной фольги и фольги с печатью.
Остужают при комнатной температуре в течение 10 мин.
Протыкают алюминиевую фольгу деревянной палочкой и вдыхают воздух в банке немедленно после откупоривания.
Вдыхание следует проводить в три приема:
- быстрый, легкий вдох;
- продолжительный вдох;
- очень глубокий вдох.
Легко улетучивающиеся запахи определяют при первом быстром вдохе.
Г.4 Результаты испытания
Запахи определяют как нормальные и ненормальные.
Нормальным считают запах, соответствующий запаху чистого материала:
- фольга отожженная без запаха прокатных масел;
- фольга окрашенная, с печатью или лаковым покрытием с типичным для этого вида продукции запахом.
В том случае, когда запах оценивают как ненормальный, дают краткую характеристику источников этого запаха.
Шкала оценки запахов, балл:
0 - отсутствие запаха;
1 - присутствие легкого запаха, отличного от ненормального запаха;
2 - легкий ненормальный запах;
3 - устойчивый ненормальный запах или запах растворителей;
4 - сильный ненормальный запах или запах растворителей.
Допустимыми считают баллы 0, 1 и 2.
ПРИЛОЖЕНИЕ Д (обязательное). Метод определения смачиваемости фольги
ПРИЛОЖЕНИЕ Д
(обязательное)
Настоящий метод устанавливает порядок и правила проведения испытания на определение смачиваемости фольги.
Д.1 Аппаратура, реактивы, материалы
Полиэтиленовые бутылочки-распылители.
Капельницы для нанесения капель.
Дистиллированная вода по ГОСТ 6709.
Этиловый спирт (содержание спирта не менее 96,6%).
Растворы этилового спирта в дистиллированной воде.
По классам смачиваемости растворы этилового спирта в дистиллированной воде должны быть с шагом в 10%, а именно:
Класс А: 100% дистиллированной воды - 0% этилового спирта.
Класс В: 90% дистиллированной воды - 10% этилового спирта.
Класс С: 80% дистиллированной воды - 20% этилового спирта.
Класс D: 70% дистиллированной воды - 30% этилового спирта.
Класс Е: 60% дистиллированной воды - 40% этилового спирта
и т. д.
Д.2 Проведение испытания
Д.2.1 Общие условия испытания
Испытание проводят при температуре окружающей среды.
Перед испытанием срезают с рулона верхние витки фольги на глубину не менее 3 мм.
Если фольга имеет матовую и блестящую поверхности, испытание проводят на матовой стороне фольги. Испытание на смачиваемость проводят на только что открытой поверхности фольги. Для повторного испытания открывают новую поверхность. Не допускается проводить повторное испытание на поверхности уже испытанной пробы. При испытании необходимо соблюдать меры предосторожности во избежание попадания жидкости внутрь рулона.
Д.2.2 Испытание при помощи нанесения струи жидкости
С помощью бутылочек-распылителей наносят на контролируемую поверхность фольги, наклоненную под углом 40° - 60°, струю дистиллированной воды или растворов этилового спирта по всей ширине рулона. Поверхность фольги по всей ширине рулона должна быть полностью смочена дистиллированной водой или растворами этилового спирта.
Д.2.3 Испытание с помощью нанесения капель жидкости
С помощью капельницы наносят капли дистиллированной воды или растворов этилового спирта массой от 40 до 80 мг на горизонтальную поверхность фольги по всей ширине рулона на расстоянии от 5 до 10 см друг от друга. Наклоняют поверхность фольги под углом 40° - 60°.
Показатель смачиваемости определяют по форме следа движения капли, оставленного на поверхности фольги (рисунок Д.1).
Рисунок Д.1

Рисунок Д.1
Д.3 Результаты испытания
Смачиваемость поверхности фольги соответствует тому классу смачиваемости, при котором дистиллированная вода или растворы этилового спирта не сжимаются (рисунок Д.1, удовлетворительная смачиваемость).
Если возникают спорные вопросы при определении смачиваемости фольги, следует использовать растворы этилового спирта в дистиллированной воде, приготовленные с шагом в 5%.
Эти растворы используют в случаях, когда нужна более точная оценка смачиваемости.
ПРИЛОЖЕНИЕ Е (обязательное). Метод определения разматываемости фольги
ПРИЛОЖЕНИЕ Е
(обязательное)
Настоящий метод устанавливает порядок проведения испытания на определение разматываемости фольги.
Целью проведения испытания является определение степени разматываемости полностью отожженной алюминиевой фольги.
Легкость разматываемости определяется степенью слипаемости между витками.
Данное испытание применяют для алюминиевой фольги толщиной от 0,006 до 0,050 мм.
E.1 Общие условия испытания
Испытание проводят при температуре окружающей среды.
Перед проведением испытания срезают верхние витки с контролируемого рулона минимум на 3 мм.
Подвешивают контролируемый рулон достаточно высоко, чтобы фольгу можно было легко разматывать руками.
Е.2 Проведение испытания
Подвешивают испытываемый рулон фольги. Линия разматываемости должна лежать в той же горизонтальной плоскости, что и ось рулона. Обрезанный конец фольги должен располагаться в позиции, соответствующей 12 ч на циферблате часов. Отматывают фольгу до позиции, соответствующей 3 или 9 ч на циферблате часов (в зависимости от того, в какую сторону проводят разматывание рулона), и отпускают фольгу. Если фольга самопроизвольно разматывается до позиции, соответствующей 6 ч, то данный рулон характеризуется степенью разматываемости А.
В случае, если фольга самопроизвольно не разматывается, отматывают свободный конец фольги еще на один полный виток до позиции, соответствующей 3 или 9 ч на циферблате часов, и отпускают фольгу. Если в этом случае фольга самопроизвольно разматывается до позиции, соответствующей 6 ч, то данный рулон характеризуется степенью разматываемости В.
В том случае, если фольга самопроизвольно не разматывается, отматывают свободный конец еще на один виток и повторяют описанную процедуру для соответствия степени разматываемости С. Допустимой степенью разматываемости считают степени А, В, С.
ПРИЛОЖЕНИЕ Ж (обязательное). Метод определения адгезии лакокрасочного покрытия к поверхности фольги
ПРИЛОЖЕНИЕ Ж
(обязательное)
Настоящий метод устанавливает порядок проведения качественной оценки усилия отрыва печатного рисунка или лакового покрытия от поверхности фольги.
Ж.1 Материалы
Липкая лента с усилием отслаивания не менее 90 г/см ширины.
Ж.2 Проведение испытания
Образец фольги, отобранный для испытания, укладывают на твердую гладкую поверхность. Полоски липкой ленты накладывают на образец фольги по всей ширине рулона в направлении, перпендикулярном к направлению машинной обработки при изготовлении печати, оставив свободный участок ленты для захвата.
Разглаживают липкую ленту плотным нажатием пальцами руки. Тянут быстро (не дергая) за свободный конец липкой ленты с постоянной скоростью, под углом ![]() 135°, но так, чтобы не вызвать разрыва фольги или обрыва ленты. Визуально осматривают липкую ленту.
135°, но так, чтобы не вызвать разрыва фольги или обрыва ленты. Визуально осматривают липкую ленту.
Адгезию печатной краски или лака оценивают следующим образом:
А - совсем не удаляется лак или краска;
В - на липкой ленте остается только слабая бликовая дымка, при этом не остается обнаженных участков фольги;
С - удаляется до 10% всей краски или покрытия с обнажением отдельных участков чистой фольги;
D - удаляется более 10% всей краски или покрытия с обнажением чистой фольги.
ПРИЛОЖЕНИЕ И (обязательное). Правила хранения алюминиевой фольги
ПРИЛОЖЕНИЕ И
(обязательное)
Алюминиевая фольга легко подвергается коррозии и механическим повреждениям. Коррозия в подавляющем большинстве случаев возникает под влиянием влаги, резких перепадов температур и влажности, а также от воздействия различного рода химических соединений.
При небрежном обращении с рулонами легко забиваются торцы и на образующей поверхности образуются вмятины и забоины, препятствующие в дальнейшем свободной размотке фольги при ее использовании. С целью сохранения потребительских свойств алюминиевой фольги необходимо неукоснительное выполнение следующих правил.
И.1 Запрещается проводить выгрузку рулонов алюминиевой фольги на землю. В сырую погоду и зимнее время выгрузка фольги должна проводиться в специальном тамбуре или под навесом на чистую и сухую разгрузочную площадку в условиях, полностью исключающих попадание влаги на рулоны фольги.
И.2 Категорически запрещается сбрасывать или кантовать ящики с готовой продукцией.
И.3 В исключительных случаях, при вынужденной задержке ящиков с фольгой на открытой площадке следует обязательно накрыть брезентом ящики для защиты их от атмосферных осадков. Срок вынужденного хранения на открытой площадке не должен превышать 5 сут. Длительное хранение алюминиевой фольги на открытых площадках категорически запрещается.
И.4 В холодное время года, во избежание конденсации влаги на поверхности рулонов фольги (отпотевания), запрещается вносить в теплое помещение и распаковывать ящики с фольгой. Складские помещения для хранения алюминиевой фольги должны быть оборудованы специальными вспомогательными помещениями температурой воздуха выше температуры наружного воздуха, но ниже температуры складского помещения. Суточный перепад температуры в складском помещении не должен превышать 5 °С.
И.5 Во избежание образования внутри рулонов виткового конденсата запрещается переносить рулоны фольги в помещения температурой, превышающей на 15 °С температуру окружающей среды.
И.6 Алюминиевую фольгу следует выдерживать в нераспакованном виде во вспомогательном помещении до достижения температуры данного помещения, после этого продукцию отправляют на склад, где выдерживают не менее суток перед распаковкой.
И.7 Складское помещение для длительного хранения алюминиевой фольги должно отапливаться, вентилироваться и содержаться в чистоте. В помещении склада должна поддерживаться минимально возможная относительная влажность воздуха, но не более 80%, и температура не ниже плюс 5 °С.
И.8 В помещение склада не должно быть доступа влаги, конденсации пара и различного рода газов, способствующих развитию коррозии алюминия (хлора, дыма, аммиака и др.).
И.9 Категорически запрещается хранение на складе вместе с алюминиевой фольгой каких бы то ни было химикатов, активно воздействующих на алюминий, а также материалов с повышенной влажностью.
И.10 При работе с алюминиевой фольгой следует пользоваться хлопчатобумажными перчатками.
И.11 Хранить алюминиевую фольгу на полу складского помещения категорически запрещается. Фольга должна храниться в распакованном виде на чистых стеллажах, обитых мягким материалом, или на стойках в подвешенном состоянии вдали от отопительных и водопроводных систем, открытых дверей.
Стеллажи и стойки для хранения фольги должны изготовляться из металла или дерева влажностью не более 18%.
И.12 Рулоны фольги толщиной от 0,020 до 0,200 мм и шириной до 200 мм укладывают на торцы и перекладывают прокладочным материалом по ГОСТ 7376.
Рулоны фольги толщиной от 0,020 до 0,200 мм и шириной свыше 200 мм укладывают горизонтально, отделяя ряды прокладочным материалом по ГОСТ 7376.
Рулоны фольги толщиной менее 0,020 мм хранят только в подвешенном состоянии.
Допускаются другие прокладочные материалы, позволяющие сохранить качество фольги.
И.13 Укладка на стеллажи влажных рулонов алюминиевой фольги категорически запрещается. В случае отпотевания рулоны следует насухо протереть, особенно обращая внимание на торцы, чистым мягким материалом и только после этого уложить на стеллажи.
И.14 Хранящаяся на складе алюминиевая фольга должна подвергаться периодическому осмотру. Хранить годную алюминиевую фольгу вместе с пораженным коррозией металлом не допускается. Пораженная коррозией фольга должна быть немедленно изъята.
И.15 При соблюдении изложенных выше условий хранения изготовитель гарантирует сохранность всех потребительских свойств мягкой (отожженной) фольги в течение 6 мес и твердой (холоднокатаной) в течение 12 мес с даты выдачи документа о качестве (3.1 настоящего стандарта).
ПРИЛОЖЕНИЕ К (справочное). Библиография
ПРИЛОЖЕНИЕ К
(справочное)
[1] ГН 2.3.3.972-2000* Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами
_______________
* Действуют на территории Российской Федерации.