
ГОСТ 23249-78
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ СТАЛЕЙ,
ТИТАНОВЫХ И ЛЕГКИХ СПЛАВОВ НА СТАНКАХ
С ПРОГРАММНЫМ УПРАВЛЕНИЕМ.
Технические условия
End cutters for use on NC machine tools for machining parts of high-resistant steels,
titanium and light alloys. Specifications
ОКП 39 1891*
________________
* Введено дополнительно, Изм. N 1.
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам от 14 августа 1978 г. N 2194 срок действия установлен с 01.01.80
Проверен в 1984 г.
ПЕРЕИЗДАНИЕ. Январь 1986 г.
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Госстандарта СССР от 04.11.88 N 3647 с 01.03.89
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 2, 1989 год
Настоящий стандарт распространяется на концевые фреэы по ГОСТ 23247-78 и ГОСТ 23248-78.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 1).
1.2. Фрезы должны быть изготовлены:
для обработки легких сплавов - из быстрорежущей стали по ГОСТ 19265-73;
для обработки высокопрочных сталей и титановых сплавов - из быстрорежущей стали, легированной кобальтом, по ГОСТ 19265-73, а также из сталей марок Р8М3К6С, Р18Ф2К8М.
1.3. Фрезы диаметром 12 мм и более должны изготовляться сварными. Сварной шов должен располагаться на шейке концевой фрезы за пределами канавки.
Допускается изготовлять сварными фрезы диаметром до 12 мм.
Кроме сварки допускаются другие методы соединения рабочей части с хвостовиком, обеспечивающие качество соединения не ниже, чем у сварного соединения.
(Измененная редакция, Изм. N 1).
1.4. (Исключен, Изм. N 1).
1.5. Твердость рабочей части фрез из быстрорежущей стали должна быть - HRC![]() 63…66.
63…66.
Твердость рабочей части фрез с содержанием ванадия 3% и более, кобальта 5% и более - выше на 1-2 единицы HRC![]() .
.
Твердость торцовой части конического хвостовика должна быть HRC![]() 32...51.
32...51.
(Измененная редакция, Изм. N 1).
1.6-1.8. (Исключены, Изм. N 1).
1.8а. По заказу потребителя фрезы допускается азотировать или применять другие способы упрочнения фрез.
(Введен дополнительно, Изм. N 1).
1.9. Параметры шероховатости поверхностей фрез по ГОСТ 2789-73 должны быть:
передних и задних поверхностей режущей части зубьев по цилиндру - ![]() 1,6 мкм;
1,6 мкм;
передних и задних поверхностей режущей части зубьев по торцу:
для высокопрочных сталей и титановых сплавов исполнения 1, 2 и легких сплавов исполнения 1 - ![]() 3,2 мкм;
3,2 мкм;
для легких сплавов исполнения 2 - ![]() 1,6 мкм;
1,6 мкм;
поверхностей винтовых стружечных канавок для высокопрочных сталей, титановых и легких сплавов - ![]() 10 мкм, с последующей полировкой;
10 мкм, с последующей полировкой;
поверхностей спинок зубьев - ![]() 10 мкм;
10 мкм;
поверхностей хвостовика - ![]() 0,63 мкм;
0,63 мкм;
конических поверхностей центровых отверстий - ![]() 6,3 мкм;
6,3 мкм;
остальных поверхностей - ![]() 20 мкм.
20 мкм.
(Измененная редакция, Изм. N 1).
1.10. (Исключен, Изм. N 1).
1.11. Предельные отклонения размеров фрез не должны быть более:
наружного диаметра ![]() мм;
мм;
общей длины ![]() и длины рабочей части
и длины рабочей части ![]() ;
;
допуски конусов Морзе - АТ7 по ГОСТ 2848-75; угловых размеров - ±2°.
1.12. Допуск радиального биения режущих кромок зубьев относительно оси хвостовика не должен быть более 0,06 мм.
1.13. Допуск торцового биения режущих зубьев и радиуса ![]() не должен быть более 0,04 мм.
не должен быть более 0,04 мм.
1.11-1.13. (Измененная редакция, Изм. N 1).
1.14. Допуск конусности цилиндрической рабочей части не должен быть более 0,02 мм на каждые 100 мм длины, но не более 0,05 мм.
1.14а. Средний и установленный периоды стойкости фрез, изготовленных из стали Р6М5К5, при условиях испытаний, указанных в разд.3, должны быть не менее приведенных в табл.1а, - при обработке легких сплавов и в табл.1б - при обработке высокопрочных сталей и титановых сплавов.
1.14б. Критерием затупления фрезы является достижение допустимого износа по задней поверхности зуба, значение которого не должно быть более указанного в табл.1а и 1б.
Таблица 1а
| Номинальный диаметр фрезы | Период стойкости, мин | Допустимый износ, мм | |
| | средний | установленный | |
| до 12 | 30 | 12 | 0,3 |
| " 25 | 80 | 32 | 0,3 |
| " 25 " 63 | 120 | 48 | 0,4 |
Таблица 1б
| Номинальный диаметр фрезы | Период стойкости, мин | Допустимый износ, мм | |
| | средний | установленный | |
| до 12 | 30 | 12 | 0,3 |
| " 25 | 40 | 16 | 0,3 |
| " 25 " 40 | 50 | 20 | 0,4 |
| " 40 " 63 | 70 | 28 | 0,4 |
1.14а, 1.14б. (Введены дополнительно, Изм. N 1).
1.15. Остальные технические требования - по ГОСТ 17024-82 для фрез типа Б.
(Измененная редакция, Изм. N 1).
1.16. На поверхности шейки каждой фрезы должно быть четко нанесено: товарный знак предприятия-изготовителя;
обозначение фрезы (четыре последние цифры) и цифра 1 при наличии упрочняющей отрицательной фаски на передней поверхности зуба фрезы;
диаметр фрезы;
марка стали рабочей части фрезы.
1.17. Транспортная маркировка и упаковка - по ГОСТ 18088-83.
Внутренняя упаковка ВУ-1 по ГОСТ 9.014-78.
1.16, 1.17. (Введены дополнительно, Изм. N 1).
2. ПРИЕМКА
2.1. Приемка - по ГОСТ 23726-79.
2.2. Испытания фрез на средний период стойкости проводят раз в три года, на установленный период стойкости раз в год не менее чем на 5 фрезах.
2.3. Испытания фрез должны проводиться на одном типоразмере для каждого диапазона, указанного в табл.1, 2.
Раздел 2. (Измененная редакция, Изм. N 1).
3. МЕТОДЫ КОНТРОЛЯ
______________
* Наименование раздела. Измененная редакция, Изм. N 1.
3.1. Испытания фрез на работоспособность, средний и установленный периоды стойкости должны проводиться на универсально-фрезерных станках или станках с ЧПУ с применением вспомогательного инструмента. Станки должны соответствовать установленным для них нормам точности и жесткости.
3.2. В качестве смазочно-охлаждающей жидкости должны применяться: для высокопрочных сталей и титановых сплавов 5-8% (по массе) раствор эмульсола в воде марки РЗ-СОЖ8 с расходом 6-8 л/мин; для легких сплавов - 3% (по массе) раствор эмульсола в воде марки Укринол-1 с расходом 6-8 л/мин.
Допускается в качестве смазочно-охлаждающей жидкости применять 5% (по массе) раствор эмульсола в воде с расходом 6-8 л/мин.
3.3. Испытания фрез для высокопрочных сталей и титановых сплавов должны проводиться на заготовках из титанового сплава марки ВТ20 ![]() =950-1100 МПа (95-110 кгс/мм
=950-1100 МПа (95-110 кгс/мм![]() ), с охлаждением, с режимами фрезерования, указанными в табл.1, и по схемам, указанным на черт.1.
), с охлаждением, с режимами фрезерования, указанными в табл.1, и по схемам, указанным на черт.1.
Таблица 1
Размеры в мм
| Диаметр фрезы | Подача на зуб | Ширина фрезерования | Глубина фрезерования | Скорость резания, м/мин |
| От 8 до 12 | 0,04-0,05 | 15 | 3 | 28 |
| Св. 12 до 25 | 0,05-0,06 | 20 | | 25 |
| Св. 25 до 40 | 0,06-0,07 | 25 | 4 | 22 |
| Св. 40 до 63 | 0,07-0,08 | 40 | 5 | 18 |
Примечания:
1. Допускается проводить испытания фрез на заготовках из титановых сплавов и высокопрочных сталей других марок с соответствующей корректировкой режимов резания.
2. Заготовки не должны иметь корки.
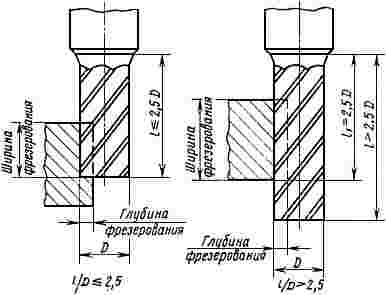
Черт.1
3.4. Испытания фрез для легких сплавов должны проводиться на заготовках из алюминиевых сплавов марки Д16Т по ГОСТ 21488-76*, ![]() =400-430 МПа (40-43 кгс/мм
=400-430 МПа (40-43 кгс/мм![]() ) или марки АЛ9 по ГОСТ 2685-75,
) или марки АЛ9 по ГОСТ 2685-75, ![]() =200-230 МПа (20-23 кгс/мм
=200-230 МПа (20-23 кгс/мм![]() ), с охлаждением, с режимами фрезерования, указанными в табл.2, и по схемам, указанным на черт.1.
), с охлаждением, с режимами фрезерования, указанными в табл.2, и по схемам, указанным на черт.1.
______________
* На территории Российской Федерации действует ГОСТ 21488-97. - Примечание изготовителя базы данных.
Таблица 2
Размеры в мм
| Диаметр фрезы | Подача на зуб | Ширина фрезерования | Глубина фрезерования | Скорость резания, м/мин |
| От 8 до 12 | до 0,05 | 15 | 1-2 | 120-150 |
| Св. 12 до 25 | 0,05-0,07 | 30 | 1-3 | |
| Св. 25 до 63 | 0,05-0,10 | 40 | 1-4 | 150-200 |
Примечания:
1. Допускается проводить испытания фрез на заготовках из легких сплавов других марок с соответствующей корректировкой режимов резания.
2. В случае проведения испытаний по корке применять коэффициент скорости резания ![]() =0,6.
=0,6.
3.5 Параметр шероховатости поверхностей, обработанных при испытании, должен быть ![]() 12,5 мкм по ГОСТ 2789-73.
12,5 мкм по ГОСТ 2789-73.
3.6. После испытаний фрез на работоспособность на режущих кромках не должно быть выкрашиваний, изломов, вмятин и других дефектов и фрезы должны быть пригодны к дальнейшей работе.
Суммарная длина фрезерования при испытании на работоспособность по ГОСТ 17024-82.
3.1-3.6. (Измененная редакция, Изм. N 1).
3.7. Приемочное значение среднего и установленного периодов стойкости фрез для легких сплавов должны быть не менее указанных в табл. 4, фрез для высокопрочных сталей и титановых сплавов - в табл.5.
Таблица 4*
______________________________
* Табл.3 исключена Изменением N 1.
- Примечание изготовителя базы данных.
| Номинальный диаметр фрезы, | Приемочное значение периода стойкости, мин | |
| | cреднего | установленного |
| до 12 | 35 | 14 |
| Св. 12 до 25 | 92 | 37 |
| " 25 " 63 | 138 | 55 |
Таблица 5
| Номинальный диаметр фрезы, | Приемочное значение периода стойкости, мин | |
| среднего | установленного | |
| до 12 | 35 | 14 |
| Св. 12 до 25 | 46 | 18 |
| " 25 " 40 | 58 | 23 |
| " 40 " 63 | 81 | 32 |
3.8. Контроль твердости фрез - по ГОСТ 9013-59 и ГОСТ 2999-75.
3.9. Контроль параметров шероховатости поверхностей фрез должен проводиться путем сравнения с образцами шероховатости по ГОСТ 9378-75* или с контрольными образцами фрез, поверхности которых имеют предельные значения параметров шероховатости, указанные в п.1.9.
______________
* На территории Российской Федерации действует ГОСТ 9378-93. - Примечание изготовителя базы данных.
Сравнение осуществляется визуально с помощью лупы 4-кратного увеличения по ГОСТ 25706-83.
3.10. Внешний вид фрез должен проверяться визуально.
3.11. Контроль параметров фрез должен проводиться средствами, имеющими погрешность измерения не более:
величин, установленных ГОСТ 8.051-81 при измерении линейных размеров;
35% от значения допуска на проверяемый угол при измерении углов;
25% от значения допуска на проверяемый параметр при контроле форм и расположения поверхностей.
3.7-3.11. (Введены дополнительно, Изм. N 1).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение по ГОСТ 18088-83, а для экспорта - в соответствии с требованиями заказа-наряда внешнеторговой организации.
Раздел 4. (Измененная редакция, Изм. N 1).
Раздел 5. (Исключен, Изм. N 1).