
ГОСТ 10560-88
(СТ СЭВ 1833-89,
СТ СЭВ 1835-79)*
______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 2.
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРЕССЫ ЛИСТОГИБОЧНЫЕ ГИДРАВЛИЧЕСКИЕ
Параметры и размеры. Нормы точности
Hydraulic sheet-bending presses.
Parameters and dimensions. Norms of accuracy
ОКП 38 2714
Срок действия с 01.01.89
до 01.01.94*
_______________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.С.Яковлев (руководитель темы), С.А.Седлов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.03.88 N 800
3. Срок первой проверки 1992 г., периодичность проверки 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 1833-79, СТ СЭВ 1835-79.
5. ВЗАМЕН ГОСТ 10560-83, ГОСТ 11834-79 в части гидравлических прессов.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Hoмер пункта, приложения |
| ГОСТ 557-68 | Приложение |
| ГОСТ 882-75 | |
| ГОСТ 3749-77 | |
| ГОСТ 8026-75 | |
| ГОСТ 9696-82 | |
| ГОСТ 10197-70 | |
| ГОСТ 11196-74 | |
| ГОСТ 15961-80 | 2.1 |
| ГОСТ 24643-81 | 2.3 |
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие с 01.11.89 Постановлением Государственного комитета СССР по стандартам от 27.04.89 N 1145, Изменение N 2, утвержденное и введенное в действие с 01.01.91 Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 17.04.90 N 914
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 7 1989 год, ИУС N 7 1990 год
Настоящий стандарт распространяется на гидравлические листогибочные прессы с индивидуальным приводом, в том числе на гидравлические прессы с программным управлением, предназначенные для изготовления из листового и полосового проката изделий методом гибки для нужд народного хозяйства и экспорта.
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры прессов в соответствии с черт.1 и табл.1.
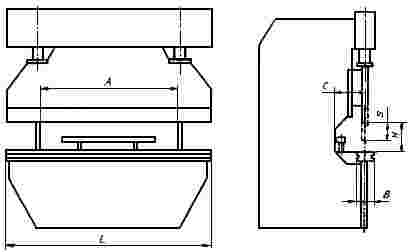
Черт.1
Примечание. Чертеж не определяет конструкцию пресса.
Таблица 1
| Наименование параметра | Нормы | ||||||||||
| Номинальное усилие пресса, кН (тс) | 250 (25) | 400 (40) | 630 (63) | 1000 (100) | 1600 (160) | 2000 (200) | 2500 (250) | 4000 (400) | 6300 (630) | 10000) (1000) | 16000 (1600) |
| Длина стола и ползуна | 1600 | 2000 | 2500 | 3150 | 5000 | 6300 | 8000 | ||||
| исполнение 2 | 2500 | 3150 | 4000 | 6300 | 8000 | 10000 | |||||
| исполнение 3 | - | - | - | 4000 | 5000 | 6300 | 8000 | 10000 | - | ||
| исполнение 4 | - | - | - | | | - | - | - | - | ||
| Расстояние между стойками в свету | |||||||||||
| исполнение 1 | 1000 | 1600 | 2000 | 2500 | 4000 | 5000 | 6300 | ||||
| исполнение 2 | 2000 | 2500 | 3150 | 4000 | 5000 | 6300 | 8000 | ||||
| исполнение 3 | - | - | - | 2500 | 5000 | 6300 | 8000 | - | |||
| исполнение 4 | - | - | - | 3150 | 4000 | - | - | - | - | ||
| Ширина стола
| 100 | 160 | 200 | 250 | 320 | 400 | 500 | ||||
| Наибольшее расстояние между столом и ползуном | 320 | 400 | 500 | 630 | 800 | 900 | |||||
| Расстояние от оси ползуна до станины (вылет) | 200 | 250 | 320 | 400 | 450 | 600 | |||||
| Наибольший ход ползуна | 125 | 160 | 200 | 320 | 400 | 450 | |||||
| Наибольшая регулировка хода ползуна, мм, не менее | 100 | 125 | 160 | ||||||||
| Скорость ползуна мм/с, не менее: | |||||||||||
| при холостом ходе | 100 | 80 | |||||||||
| при рабочем ходе | 9 | 8 | 7 | ||||||||
| при возвратном ходе: | 55 | 50 | 40 | ||||||||
| Дискретность заданий перемещений по осям координат на модификациях с программным управлением, мм, не более | 0,1 | ||||||||||
| Количество управляемых осей координат, шт., не менее** | 3 | ||||||||||
| Количество одновременно управляемых осей координат, шт., не менее** |
| ||||||||||
| Удельный расход энергии | 12·10 | 10·10 | 9·10 | ||||||||
| Удельная масса | 25 | 22 | 19 | 14 | 11,5 | ||||||
__________________
* Удельный расход энергии ![]() и удельную массу
и удельную массу ![]() определяют по формулам:
определяют по формулам:
![]() ,
, ![]() ,
,
где ![]() - установленная мощность электродвигателя главного привода, кВт;
- установленная мощность электродвигателя главного привода, кВт;
![]() - номинальное усилие пресса, кН;
- номинальное усилие пресса, кН;
![]() - скорость ползуна при рабочем ходе, м/с;
- скорость ползуна при рабочем ходе, м/с;
![]() - масса пресса (без средств механизации и автоматизации инструмента и узлов, поставляемых за отдельную плату), кг;
- масса пресса (без средств механизации и автоматизации инструмента и узлов, поставляемых за отдельную плату), кг;
![]() - наибольшее расстояние между столом и ползуном, м;
- наибольшее расстояние между столом и ползуном, м;
![]() - наибольший ход ползуна, м;
- наибольший ход ползуна, м;
![]() - ширина стола, м;
- ширина стола, м;
![]() - длина стола, м.
- длина стола, м.
** На модификациях с программным управлением.
(Измененная редакция, Изм. N 1
1.2. Конструкция прессов должна иметь устройства:
регулирования усилия пресса,
регулирования ограничения нижнего конечного положения ползуна,
выдержки изделия под нагрузкой в конце деформирования.
Прессы должны быть оснащены:
универсальным инструментом для свободной гибки листового и полосового проката,
средством механизации выгрузки (или загрузки) детали (или заготовки),
устройством программного управления на модификациях прессов, предназначенных для многопереходной гибки.
Примечание. Тип и состав средств механизации, устройств программного управления определяют по требованию заказчика.
1.3. Конструкция прессов должна обеспечивать возможность встраивания их в автоматические комплексы, оснащенные промышленными роботами.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования при проведении проверок - по ГОСТ 15961-80*.
______________
* На территории Российской Федерации действует ГОСТ 15961-89. - Примечание изготовителя базы данных.
2.2. При испытаниях под нагрузкой прессы должны обеспечивать требования по точности изготовления гнутых профилей в соответствии с действующими стандартами на гнутые профили.
2.3. Прессы должны проверять при единых значениях зазоров в направляющих, установленных при испытаниях на холостом ходу и под нагрузкой.
(Измененная редакция, Изм. N 1).
2.4. Если конструктивные размеры не позволяют произвести замер на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения по ГОСТ 24643-81. Полученный при пересчете допуск менее 0,01 мм принимают равным 0,01 мм.
2.5. Средства измерения, используемые для проведения проверок указаны в рекомендуемом приложении.
2.6. Допускается применение других методов проведения проверок и средств измерения, при условии, что они обеспечивают необходимую точность.
2.7. Нормы точности прессов должны соответствовать значениям, указанным в пп.2.7.1-2.7.5.
Базовой поверхностью для проверок по пп.2.7.4, 2.7.5 является опорная поверхность стола.
Шаг измерения для проверок по пп.2.7.1-2.7.3 не должен превышать одной пятой части длины проверяемой поверхности и быть не более 500 мм.
(Измененная редакция, Изм. N 1).
2.7.1. Плоскостность поверхности стола
Допуск плоскостности поверхности стола 0,06 мм на длине 1000 мм (выпуклость не допускается).
Отклонение от плоскостности поверхности стола проверяют контролем прямолинейности и извернутости и определяют как сумму двух значений: отклонения от прямолинейности на длине 1000 мм (по продольному сечению) и одной четвертой части извернутости.
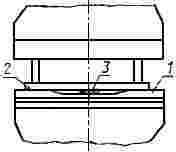
Черт.2
Контроль прямолинейности в соответствии с черт. 2.
На контролируемую поверхность стола 1 по продольному среднему сечению прикладывают рабочей поверхностью поверочную линейку 2. Щупом 3 проверяют просвет между рабочей поверхностью линейки и поверхностью стола во всех контролируемых точках.
Отклонение от прямолинейности равно наибольшему значению толщины щупа.
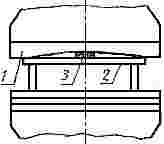
Контроль извернутости в соответствии с черт.3.

Черт.3
Уровень 2 устанавливают поочередно на оба конца контролируемой поверхности перпендикулярно длинному ребру стола и производят отсчеты по его шкале. Величина извернутости равна алгебраической разности значений полученных отсчетов.
2.7.2. Плоскостность нижней поверхности ползуна в месте прилегания инструмента
Допуск плоскостности 0,06 мм на длине 1000 мм (выпуклость не допускается).
Контроль плоскостности в соответствии с черт.4.
Черт.4
На контролируемую поверхность ползуна 1 прикладывают рабочей поверхностью поверочную линейку 2. Щупом 3 проверяют просвет между рабочей поверхностью линейки и нижней поверхностью ползуна в месте прилегания инструмента.
Отклонение от плоскостности равно наибольшему значению толщины щупа.
2.7.3. Плоскостность вертикальной поверхности ползуна в месте прилегания инструмента
Допуск плоскостности 0,06 мм на длине 1000 мм (выпуклость не допускается).
Контроль плоскостности в соответствии с черт.5.
Черт.5
На контролируемую вертикальную поверхность ползуна 1 прикладывают рабочей поверхностью поверочную линейку 2. Щупом 3 проверяют просвет между рабочей поверхностью линейки и вертикальной поверхностью ползуна в месте прилегания инструмента.
Отклонение от плоскостности равно наибольшему значению толщины щупа.
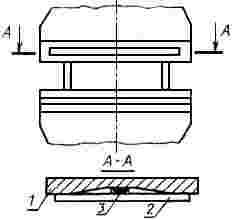
2.7.4. Параллельность нижней поверхности ползуна в месте прилегания инструмента поверхности стола
Контроль параллельности в соответствии с черт.6.
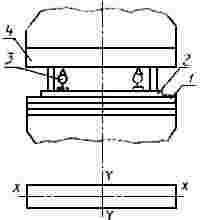
Черт.6
На опорную поверхность стола 1 прикладывают рабочей поверхностью поверочную линейку 2, на которую устанавливают на специальной стойке индикатор 3 так, чтобы его измерительный наконечник касался противолежащей нижней поверхности ползуна 4. Измерения производят в двух взаимно перпендикулярных направлениях ![]() и
и ![]() в нижнем положении ползуна при крайних положениях его регулировки.
в нижнем положении ползуна при крайних положениях его регулировки.
Отклонение от параллельности равно разности показаний индикатора в крайних точках проверки.
Допуск параллельности в направлении ![]() в соответствии с табл.2, в направлении
в соответствии с табл.2, в направлении ![]() 0,06 мм на длине 100 мм.
0,06 мм на длине 100 мм.
Таблица 2
| Усилие пресса, кН | Допуск, мм, на длине 1000 мм при расстоянии между стойками | ||
| До 2500 | Св. 2500 до 4000 | Св. 4000 | |
| До 1000 | 0,08 | 0,06 | 0,06 |
| Св. 1000 до 2500 | 0,10 | 0,08 | 0,06 |
| " 2500 " 6300 | 0,12 | 0,10 | 0,08 |
| " 6300 | 0,16 | 0,12 | 0,10 |
2.7.5. Перпендикулярность хода ползуна к поверхности стола
Контроль перпендикулярности в соответствии с черт.7.
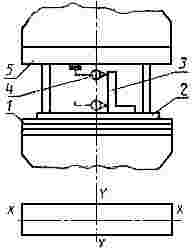
Черт.7
На опорную поверхность стола 1 прикладывают рабочей поверхностью поверочную линейку 2, на которую устанавливают угольник 3. Индикатор 4 крепят на специальной стойке к ползуну 5 так, чтобы его измерительный наконечник касался измерительной поверхности угольника. Измерения производят в двух взаимно перпендикулярных направлениях ![]() и
и ![]() в крайних нижнем и верхнем положениях ползуна.
в крайних нижнем и верхнем положениях ползуна.
Отклонение от перпендикулярности равно разности показаний индикатора в крайних точках проверки.
Допуск перпендикулярности, мм, на длине 100 мм при усилии пресса, кН:
| до 1000 | 0,08 | |||
| св. 1000 до 2500 | 0,10 | |||
| св. 2500 | 0,12 | |||
ПРИЛОЖЕНИЕ (рекомендуемое)
ПРИЛОЖЕНИЕ
Рекомендуемое
Средства измерения, используемые для проведения проверок норм точности листогибочных гидравлических прессов
1) Линейки поверочные типа ШД и ШМ классов точности 1 или 2 по ГОСТ 8026-75*;
______________
* На территории Российской Федерации действует ГОСТ 8026-92. - Примечание изготовителя базы данных.
2) Уровни типа 1 по ГОСТ 11196-74;
3) Угольники поверочные 90° типа УШ класса точности 0 по ГОСТ 3749-77;
4) Щупы класса точности 1 по ГОСТ 882-75;
5) Индикаторы часового типа с ценой деления 0,01 мм по ГОСТ 577-68;
6) Индикаторы многооборотные с ценой деления 0,001 мм по ГОСТ 9696-82;
7) Штативы ШМ-III-8 по ГОСТ 10197-70.