
ГОСТ 12.2.109-89
Группа Т58
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Система стандартов безопасности труда
ШТАМПЫ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Общие требования безопасности
Occupational safety standards system. Sheet stamping dies.
General safety requirements
ОКП 39 6330
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по управлению качеством продукции и стандартам от 12.12.89 N 3694
3. Стандарт соответствует СТ СЭВ 4928-84, СТ СЭВ 6513-88
4. ВЗАМЕН ГОСТ 12.2.109-85
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 12.2.017-93 | Вводная часть |
| ГОСТ 12.2.062-81 | 2.29 |
6. ПЕРЕИЗДАНИЕ. Январь 2002 г.
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2003 год
Поправка внесена юридическим бюро "Кодекс"
Настоящий стандарт распространяется на все виды штампов для листовой штамповки, эксплуатируемых на механических и гидравлических прессах, и устанавливает общие требования безопасности к их конструкции и эксплуатации.
Настоящий стандарт должен применяться совместно с ГОСТ 12.2.017.
1. ОБЩИЕ ТРЕБОВАНИЯ
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Требования безопасности к конструкции штампа должны назначаться в зависимости от прессового оборудования и оснащенности его защитными устройствами, а также от условий и характера производства, габаритных размеров, материала заготовок и назначения штампа. При этом должна быть предусмотрена безопасная эксплуатация штампа.
1.2. Штампы должны соответствовать требованиям безопасности в течение всего срока их эксплуатации.
1.3. В тех случаях, когда допускает характер производства и работы, для выполнения которой предназначен штамп, его следует конструировать так, чтобы одновременно проводилось несколько операций (переходов) (штампы последовательного и совмещенного действия).
1.4. В маркировке штампа следует указать, с какими устройствами или какими методами, обеспечивающими безопасность, следует работать. Например, "Работать с пинцетом при двуручном включении".
1.5. Требования безопасности при конструировании и эксплуатации штампов для листовой штамповки могут быть приведены в бланках в соответствии с приложением 1.
2. ТРЕБОВАНИЯ К ОСНОВНЫМ ЭЛЕМЕНТАМ КОНСТРУКЦИИ ШТАМПОВ
2.1. Штампы, их узлы и детали массой более 20 кг должны иметь места захвата для их безопасной транспортировки (приливы, транспортные штыри (черт.1), рым-болты (черт.2) или резьбовые отверстия под детали для строповки и т.д.).
Черт.1
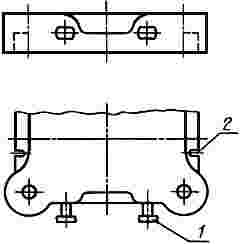
1 - транспортный штырь; 2 - паз
Черт.1
Черт.2
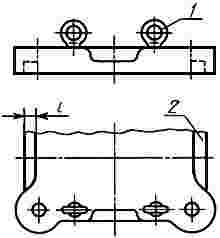
1 - рым-болт; 2 - полка
Черт.2
2.2. Крепление штампа к прессу должно быть надежным. Для крепления штампа к прессу болтами или прихватами плиты должны иметь пазы (пример на черт.1) или площадки (пример на черт.2). Крепление при помощи пазов болтами является предпочтительным. Ширина полки (![]() ) плит под прихваты принимается в зависимости от выбранного крепления, но не менее 16 мм.
) плит под прихваты принимается в зависимости от выбранного крепления, но не менее 16 мм.
2.3. Количество крепежных элементов (болтов, прихватов) для крепления штампа должно определяться в зависимости от массы штампа, а также от возникающих усилий при работе штампа.
2.4. При креплении верхней части штампа при помощи хвостовика, его размеры должны соответствовать отверстию в ползуне пресса. При необходимости следует использовать и другие имеющиеся в ползуне пресса элементы для крепления штампов (пазы, резьбовые и сквозные отверстия и т.д.).
2.5. Применять на хвостовиках переходные втулки допускается в случаях, когда хвостовик предназначен только для центрирования.
2.6. При применении выталкивающего (буферного) устройства в столе и (или) ползуне пресса конструкция штампа должна обеспечить возможность надежного центрирования штампа на прессе.
2.7. При опасности прилипания штампуемых деталей и (или) отходов к рабочим частям штампа следует применять отлипатели, выталкиватели и т.д.
2.8. При необходимости ограничения нижнего положения ползуна при работе и наладке штампа на прессе (например при применении разрезных ножей, ступенчатых пуансонов) в штампе должны быть установлены ограничители закрытой высоты.
2.9. Встроенные в штамп устройства, подверженные повышенному износу, выход из строя которых травмоопасен, а также устройства, работающие независимо от хода пресса, должны иметь управляющие и (или) следящие блокирующие устройства.
2.10. Фиксирующие детали штампа должны быть прочно закреплены и обеспечивать удобную и надежную установку штучных заготовок и удаление деталей, для чего трафареты следует выполнять с приемной фаской, а фиксаторы - с приемным конусом.
2.11. При укладке и удалении заготовок и штампуемых деталей с помощью вспомогательного инструмента (пинцета, клещей и т.п.) следует предусмотреть для них в соответствующих деталях штампа выемки, пазы и скосы.
2.12. В устройствах для подачи заготовок и их приводах должны отсутствовать открытые опасные зоны, в которых при движении подающего устройства может произойти травмирование рук.
В зоне направляющих линеек, в которой отсутствует перемещение подвижных частей подающего устройства, допускается наличие открытого пространства, позволяющего наблюдать за положением перемещающихся заготовок.
2.13. При необходимости разрезки отходов следует применять разрезные секции (ножи), расположение которых должно обеспечивать возможность безопасного удаления отходов за пределы рабочей зоны.
2.14. В штампах, предназначенных для отрезки и (или) обрезки по незамкнутому контуру и разрезки отходов, следует предусматривать защиту оператора от отлетающих штампуемых деталей и отходов.
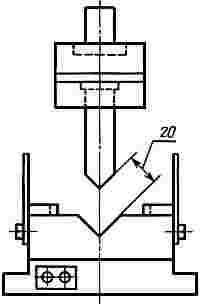
2.15. Для уменьшения опасности травмирования острыми кромками штампуемых деталей угол ![]() между направлением резки и штампуемым материалом должен быть по возможности не менее 70° (черт.3).
между направлением резки и штампуемым материалом должен быть по возможности не менее 70° (черт.3).
Черт.3
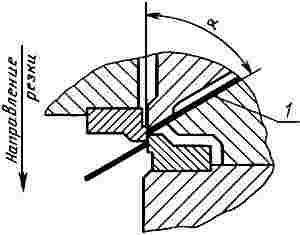
1 - штампуемый материал
Черт.3
2.16. Конструкция штампа по возможности должна исключать образование острых углов у отходов (в плане).
2.17. В конструкции штампов могут быть предусмотрены меры, уменьшающие уровень шума, создаваемого штампом при его работе. Например, применение рабочих деталей со скошенными режущими кромками, применение лотков с пластмассовым покрытием для отхода штампуемых деталей и отходов и т.д.
2.18. При применении съемных ограничителей открытой высоты в штампах должны быть предусмотрены места для их установки (черт.4).
Черт.4
1 - ограничитель открытой высоты
Черт.4
2.19. В штампах должно быть обеспечено совпадение отверстий для удаления деталей и (или) отходов из штампа с отверстием в подштамповой плите (столе) пресса. Если это условие невыполнимо, то конструкция штампа должна обеспечивать возможность удаления деталей и (или) отходов через пазы, наклонные лотки и т.д.
2.20. Подвижные узлы и детали штампов (ползушки, выталкиватели, выдвижные матрицы, кассеты и т.д.) должны надежно фиксироваться в рабочем положении и иметь упоры, ограничивающие их перемещение в предусмотренном диапазоне. Если при этом остается опасность травмирования оператора, необходимо предусмотреть дополнительные меры защиты, например блокировку.
2.21. Направляющие для штампуемого материала должны обеспечивать необходимую точность и возможность свободного перемещения материала.
Величина усилия прижима материала при ручной подаче не должна превышать 50 Н.
2.22. В штампах с направляющими колонками должен исключаться сход направляющих втулок с колонок при верхнем рабочем положении ползуна. При невозможности соблюдения этого требования необходимо, чтобы:
1) заходная сторона колонок обеспечивала свободный вход во втулки;
2) колонки и втулки контактировали по направляющим поверхностям до момента соприкосновения пуансона с заготовкой.
При этом необходимо предусматривать меры или предохранительные устройства на штампе при отсутствии их на прессе, исключающие возможность травмирования оператора.
2.23. При креплении верхней части штампа к ползуну пресса только хвостовиком, а также при применении шариковых направляющих, сход направляющих втулок с колонок при работе штампа не допускается.
2.24. Если неподвижный съемник служит для точного направления пуансонов, выход пуансонов из съемника при работе штампа не допускается.
2.25. При работе штампа клинья в клиновых механизмах не должны выходить из ползушек.
В случае, когда клин выходит из ползушки, конструкция штампа должна обеспечивать безопасное взаимодействие клина с ползушкой.
2.26. Пружины в штампах следует размещать, фиксировать и (или) ограждать таким образом, чтобы исключить возможность травмирования оператора при работе или поломке пружин.
2.27. Установка нескольких пружин в наборе по высоте без центрирующих элементов, исключающих смещение пружин, не допускается.
2.28. В зоне ручных работ должны соблюдаться зазоры безопасности между подвижными и неподвижными частями штампа.
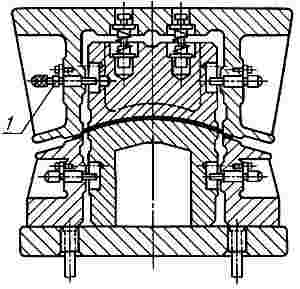
Примеры опасных зон при работе штампа указаны на черт.5.
Черт.5
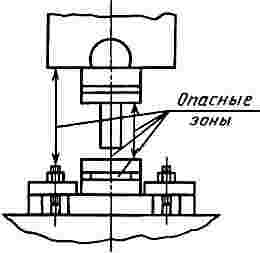
Черт.5
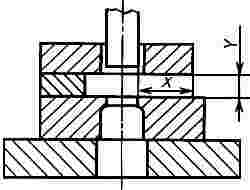
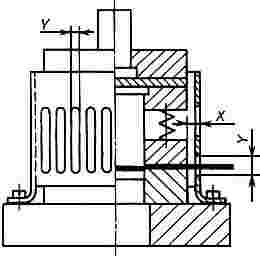
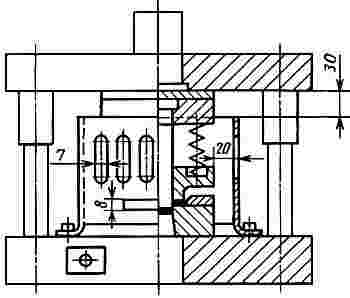
2.29. Зазоры безопасности между подвижными и неподвижными частями штампа должны быть:
1) не более 8 мм при нахождении ползуна пресса в верхнем рабочем положении (черт.6, 7);
Черт.6
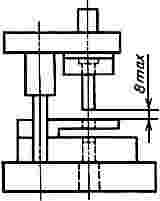
Черт.6
Черт.7
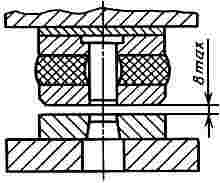
Черт.7
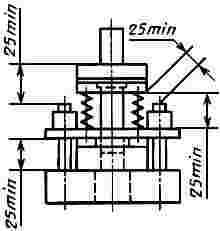
2) не менее 25 мм при нахождении ползуна пресса в нижнем рабочем положении, исключающем травмирование пальцев оператора (черт.8, 9). При работе штампа с ходом ползуна пресса более 45 мм зазор безопасности в штампе должен быть увеличен с таким расчетом, чтобы кисть руки не могла быть травмирована при нижнем положении ползуна.
Черт.8
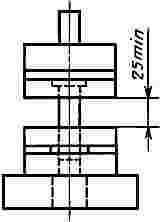
Черт.8
Черт.9
Черт.9
При невозможности выполнения этих требований, необходимо обеспечить соответствующие меры защиты на штампе или прессе (например применение двуручного включения, установка защитного ограждения, которое должно соответствовать требованиям ГОСТ 12.2.062).
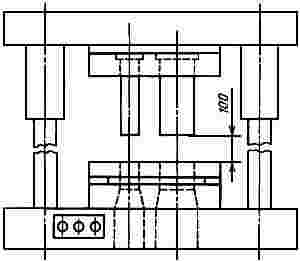
2.30. В штампах с подачей штампуемого материала вручную расстояние ![]() между зеркалом матрицы и неподвижным съемником (черт.10), размеры окон в ограждениях для прохода штампуемого материала (черт.11), а также ширина отверстий или пазов для осмотра, смазки (черт.11) и т.п. в зависимости от расстояния
между зеркалом матрицы и неподвижным съемником (черт.10), размеры окон в ограждениях для прохода штампуемого материала (черт.11), а также ширина отверстий или пазов для осмотра, смазки (черт.11) и т.п. в зависимости от расстояния ![]() до опасного элемента должны соответствовать табл.1.
до опасного элемента должны соответствовать табл.1.
Черт.10
Черт.10
Черт.11
Черт.11
Таблица 1
мм
| Интервалы размеров отверстий | Расстояние от отверстия до опасного элемента | |
| Для щелевых продолговатых отверстий | Для круглых или квадратных отверстий | |
| Св. 6 до 8 | 15 | 15 |
| " 8 " 10 | 40 | 20 |
| " 10 " 12 | 40 | 40 |
| " 12 " 16 | 63 | 63 |
| " 16 " 20 | 90 | 90 |
| " 20 " 25 | 130 | 100 |
| " 25 " 30 | 160 | 100 |
| " 30 " 36 | 250 | 110 |
При невозможности выполнения указанного требования должны быть предусмотрены соответствующие способы защиты, исключающие попадание рук оператора в опасную зону.
2.31. Защитные устройства должны:
1) исключать возможность попадания рук работающего в опасную зону;
2) быть доступными для осмотра штампа и его работы;
3) исключать возможность травмирования самим защитным устройством;
4) допускать наладку, смену штампа, смазку.
2.32. Защитные устройства по возможности не должны:
1) затруднять укладку и удаление заготовок и штампуемых деталей;
2) создавать дополнительные физические и другие нагрузки для оператора.
2.33. В штампах необходимо предусматривать надежные способы крепления всех деталей.
Резьбовые соединения деталей и узлов, ослабление и разъединение которых может привести к травмированию оператора, должны иметь устройства против самоотвертывания.
2.34. При подаче заготовок в штамп с помощью устройств (шиберной подачи, выдвижной матрицы и др.), загружаемых и приводимых в действие вручную или механическим путем, загрузка подающего устройства и удаление штампуемых деталей и отходов должны осуществляться вне опасной (рабочей) зоны. Попадание рук или пальцев в опасную зону штампа или устройства подачи и (или) удаления должно быть исключено конструкцией штампа.
2.35. В штампах с полиуретановой (резиновой) матрицей или пуансоном, предназначенных для установки на механических прессах, должны быть предусмотрены расклинивающие устройства.
2.36. Применяемые в штампах с полиуретановой (резиновой) матрицей или пуансоном контейнеры для размещения полиуретана (резины) не должны подвергаться закалке.
2.37. В конструкции штампа по возможности должно быть предусмотрено удаление штампуемых деталей и отходов разгрузочными устройствами, пневматическим сдувом или под действием собственного веса.
2.38. При применении пневматического сдува штампуемых деталей и (или) отходов конструкция штампа должна предусматривать направление воздушного потока в сторону от оператора.
3. СТЕПЕНИ БЕЗОПАСНОСТИ И ОСНОВНЫЕ ПРЕДУПРЕЖДАЮЩИЕ ОБОЗНАЧЕНИЯ
3.1. Штампы для листовой штамповки, обслуживаемые оператором, подразделяются на три степени безопасности в соответствии с табл.2.
Таблица 2
| Степень безопасности* | Условный знак степени безопасности | Характеристика |
| 1 |
| Зона ручных работ защищена или соблюдены зазоры безопасности |
| 2 |
| Зона ручных работ защищена неполностью или неполностью соблюдены зазоры безопасности |
| 3 |
| Зона ручных работ не защищена или не соблюдены зазоры безопасности |
___________________
* Степень безопасности - это характеристика, отражающая выполнение норм техники безопасности и оснащенность штампа техническими средствами для обеспечения безопасной работы.
Штампы, работающие в автоматическом режиме без участия оператора, в классификацию не входят и не обозначаются.
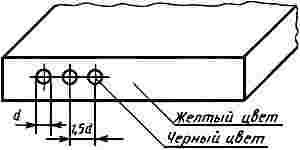
3.2. Штампы в зависимости от степени безопасности должны иметь маркировку условного знака степени безопасности и, при необходимости, сигнальный цвет.
В качестве сигнального должен применяться желтый цвет.
Сигнальный цвет может быть нанесен окраской или другим способом.
3.3. Условный знак степени безопасности выполняется на нижней плите штампа в виде углубления диаметром от 4 до 30 мм и глубиной не менее 1 мм или изображением кругов тех же диаметров на прикрепляемой табличке. Размеры условных знаков выбираются в зависимости от габаритов плиты штампа. Цвет поверхности знаков должен быть черным на желтом фоне.
Цифровые обозначения степени безопасности используются в тексте технической документации со словами "степень безопасности".
3.4. На штампах 2-й и 3-й степеней безопасности на верхней и нижней плитах наносится полоса сигнального цвета шириной не менее 20 мм. Полоса наносится на плитах по всей длине фронтальной стороны [со стороны оператора(ов)].
3.5. Сигнальный цвет должны иметь следующие составные части штампа:
1) встроенные в штамп части устройств автоматизации и приспособлений, представляющие опасность для обслуживающего персонала во время работы штампа;
2) подвижные составные части, выступающие за габариты плит штампа;
3) торцы выступающих частей верхней плиты по отношению к нижней плите штампа;
4) особо опасные элементы штампов (например, ограничитель закрытой высоты штампа).
Допускается не наносить сигнальный цвет на составные части, не выступающие за габарит плит штампа (хотя и представляющие опасность для оператора), при наличии сигнальной полосы на плитах штампа.
3.6. Примеры применения на штампах условных знаков степеней безопасности приведены в приложении 2.
4. ТРЕБОВАНИЯ К ЭКСПЛУАТАЦИИ ШТАМПОВ
4.1. Штампы должны эксплуатироваться на предназначенном для них оборудовании.
4.2. К эксплуатации допускаются штампы, прошедшие испытания.
В штампах с полиуретановой (резиновой) матрицей или пуансоном контейнер должен подвергаться испытанию давлением, превышающим в 1,5 раза допускаемое рабочее.
4.3. Во время испытания штампа необходимо убедиться в его безопасности, при этом должны быть проверены:
1) надежность предусмотренных защитных устройств;
2) надежное крепление всех деталей штампа;
3) правильное смыкание и размыкание частей штампа, особенно рабочих;
4) отсутствие заедания штампуемой полосы при подаче;
5) удаление деталей и отходов.
4.4. При установке штампов на пресс необходимо обеспечить совмещение толкателей штампа с отверстиями выталкивающей системы пресса.
4.5. Опоры, на которые опираются прихваты, крепящие штамп к прессу, должны быть одинаковыми по высоте с закрепляемой полкой плиты или несколько выше ее. При креплении штампа не следует применять подкладки, не предназначенные для этого.
4.6. При установке на пресс штампы, оснащенные твердым сплавом, не допускается устанавливать на подкладные брусья.
4.7. При автоматической подаче ленты, полосы, штучной заготовки в штамп и удалении штампуемых деталей и отходов за пределы опасной зоны ручные работы допускаются только по заправке ленты, полосы, штучных заготовок в подающее устройство или магазин.
4.8. При невозможности или нецелесообразности применения механизированного или автоматизированного укладывания заготовок в рабочую зону штампа и удаления отштампованных деталей и отходов работа с применением пинцетов, крючков, клещей и других вспомогательных средств, а также вручную без применения вспомогательного инструмента допускается только при наличии на прессах эффективных защитных устройств (двуручное включение, фотоэлектронная защита, защитные ограждения и др.), выдвижных и откидных матриц, сблокированных с включением пресса, или специальных приспособлений пресса, устраняющих опасность травмирования рук работающих.
4.9. Ручное укладывание заготовок в рабочую зону и удаление отштампованных деталей и отходов из штампового пространства допускается только при нахождении ползуна в верхнем исходном положении.
4.10. Исполнение вспомогательного инструмента, применяемого при штамповке, должно быть таким, чтобы при случайном его разрушении штампом не образовывались отлетающие осколки, способные травмировать оператора.
4.11. Ремонт и наладку установленных на прессе штампов следует проводить после установки ограничителей открытой высоты (черт.4) и (или) других средств, исключающих самопроизвольное движение ползуна пресса вниз, при выключенном и полностью остановленном прессе.
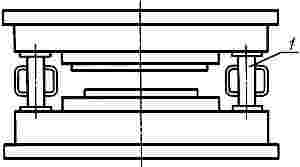
4.12. При ремонте рабочих частей установленных на прессы крупных штампов для фиксации выталкивателя и съемника следует применять предусмотренные в конструкции ограничители хода (черт.12).
Черт.12
1 - ограничитель
Черт.12
4.13. При штамповке деталей из штучных заготовок с ручной подачей их в штамп не допускается работа пресса в автоматическом режиме.
4.14. Удаление застрявших в штампе деталей и отходов должно осуществляться с помощью соответствующих вспомогательных средств при выключенном и полностью остановленном прессе.
4.15. При эксплуатации штампов нагрев деталей из полиуретана свыше 70 °С не допускается.
4.16. При эксплуатации штампа необходимо систематически проверять крепление штампа и его деталей, состояние защитных устройств, прочищать каналы для смазки и выхода воздуха.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ДЛЯ КОНСТРУИРОВАНИЯ И ЭКСПЛУАТАЦИИ ШТАМПОВ ЛИСТОВОЙ ШТАМПОВКИ. БЛАНКИ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
1. С целью учета требований настоящего стандарта для конструирования и изготовления штампов рекомендуется заполнить форму бланка N 1.
2. Опасные факторы при эксплуатации штампов и меры по их устранению рекомендуется указывать в бланке N 2.
3. Форма бланка может быть изменена
| Требования безопасности для конструирования штампа | Бланк* | ||
| ______________ * Применяется в качестве приложения к заявке на разработку. | |||
| Предприятие-заказчик штампа: | |||
| Предприятие-изготовитель штампа: | |||
| Требования, которые необходимо учесть при конструировании и эксплуатации штампа, следует отметить в бланках знаком | |||
| ТРЕБОВАНИЯ | |||
| 1. Подача штампуемого материала (полосы, ленты и штучной заготовки) | |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
| 2. Удаление отштампованных деталей | |||
|
| |||
|
| |||
|
| |||
|
| |||
| 3. Удаление отхода | |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
| 4. Величина и форма отхода | |||
|
| |||
|
| |||
|
| |||
|
| |||
| 5. Крепление штампа к прессу | |||
|
| Верхней части штампа | ||
| | Нижней части штампа | ||
| | Верхней промежуточной плиты | ||
| | Вытяжного пуансона | ||
|
| Верхней части штампа | ||
| Нижней части штампа | |||
| | Верхней промежуточной плиты | ||
| | Вытяжного пуансона | ||
|
| Верхней части штампа | ||
| | Нижней части штампа | ||
| | Верхней промежуточной плиты | ||
| | Вытяжного пуансона | ||
| 6. Смазка | |||
|
| |||
|
| |||
| 7. Пресс оснащен следующими защитными устройствами | |||
|
| |||
|
| |||
|
| |||
|
| |||
|
| |||
| 8. Прочие условия | |||
| 9. Особые требования | |||
| | |||
| Предприятие - заказчик штампа Личная подпись Расшифровка подписи | |||
| Требования безопасности при эксплуатации штампа | Бланк* 2 | ||||
| _____________________ * Рекомендуется использовать в качестве сопроводительного документа к штампам. | |||||
| Предприятие - изготовитель штампа: | |||||
|
| |||||
| Предприятие - заказчик штампа: | |||||
|
| |||||
| Заказ N _________________________________________ Штамп N ________________________________ | |||||
| Наименование штампа: ____________________________________________________________________ | |||||
| Наименование штампуемой детали: _________________________________________________________ | |||||
| Штампуемая деталь N ____________________________________________________________________ | |||||
| Предусмотренная модель пресса ____________________________ Инв. N ________________________ | |||||
| предприятия-заказчика имелись требования по технике безопасности согласно бланку 1 по ГОСТ 12.2.109 да/нет | |||||
| 2. Требования по ГОСТ 12.2.109, включая требования по технике безопасности согласно бланку 1 по ГОСТ 12.2.109, были учтены | |||||
| 3. По условиям производства при эксплуатации штампа остаются не устраненными следующие опасные | |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
| целью устранения оставшихся опасных факторов следует предусмотреть следующие, отмечаемые | |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
|
| |||||
| Прочие защитные устройства: | |||||
| Дата | |||||
| Конструктор: | Личная подпись | Расшифровка подписи | |||
| Заведующий отделом: | Личная подпись | Расшифровка подписи | |||
| Заполняется предприятием-заказчиком: | |||||
| Приведенные в пункте 4 меры учтены при эксплуатации штампа | |||||
| Дата | Технолог | Личная подпись | Расшифровка подписи | ||
| Дополнительное обучение оператора | |||||
| требуется: | да/нет | ||||
| Штамп был испытан на предусмотренном для него прессе и соответствует требованиям охраны здоровья и труда | |||||
| Дата | Начальник производственного участка | Личная подпись | Расшифровка подписи | ||
ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕРЫ ПРИМЕНЕНИЯ НА ШТАМПАХ УСЛОВНЫХ ЗНАКОВ СТЕПЕНЕЙ БЕЗОПАСНОСТИ
ПРИЛОЖЕНИЕ 2
Справочное
1. Примеры применения условных знаков степеней безопасности на штампах приведены на черт.13-15.
Штамп 1-й степени безопасности
Черт.13
Черт.13
Черт.14
Штамп 2-й степени безопасности
Черт.14
Черт.15
Штамп 3-й степени безопасности
Черт.15
2. Пример расположения условных знаков степеней безопасности на плите штампа приведен на черт.16.
Черт.16
Черт.16