
ГОСТ 13139-74*
Группа Г22
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БЛОКИ ШТАМПОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Нормы точности
Units for sheet stamping dies. Norms of accuracy
Дата введения 1975-01-01
УТВЕРЖДЕН постановлением Государственного комитета стандартов Совета Министров СССР от 5 марта 1974 г. N 542. Срок введения установлен с 01.01 1975 г.
Проверен в 1980 г. Срок действия продлен до 01.01 1986 г.**
______________
** Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11/12, 1994 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 13139-67
* ПЕРЕИЗДАНИЕ (апрель 1981 г.) с Изменением N 1, утвержденным в сентябре 1980 г. (ИУС 11-80).
1. Настоящий стандарт распространяется на блоки штампов для листовой штамповки.
2. Устанавливаются три класса точности блоков штампов:
1-й класс - для блоков штампов с шариковыми направляющими;
2-й класс - для блоков штампов с направляющими скольжения с предельными отклонениями диаметра направляющих колонок по h5 и втулок по Н6;
3-й класс - для блоков с направляющими скольжения с предельными отклонениями диаметра направляющих колонок по h6 и втулок по Н7.
Допускается при необходимости обеспечения взаимозаменяемости для применений в изделиях, спроектированных до 1 января 1980 г., изготавливать по согласованию с потребителем блоки штампов для листовой штамповки с допусками по справочному приложению к настоящему стандарту.
(Измененная редакция, Изм. N 1).
3. Базовыми поверхностями для проверок блоков являются нижняя плоскость нижней плиты и верхняя плоскость верхней плиты блока.
4. Устанавливаются следующие проверки и нормы точности блоков штампов.
Неплоскостность базовой поверхности нижней плиты и базовой поверхности верхней плиты блока
Проверка 4.1. Неплоскостность базовой поверхности нижней плиты и базовой поверхности верхней плиты блока.
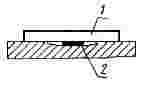
Черт.1
Метод проверки
К проверяемым поверхностям плит по различным направлениям прикладывают рабочей поверхностью поверочную линейку 1. Щупом 2 проверяют просвет между рабочей поверхностью линейки и проверяемыми поверхностями.
Примечание. При проверке поверхностей с отклонениями от плоскостности менее 0,02 мм под поверочную линейку подкладывают две концевые меры длины одинаковой высоты.
Отклонение от плоскостности базовой поверхности нижней плиты и базовой поверхности верхней плиты блока не должны превышать значений, указанных в табл.1.
Таблица 1
| Длина измерения, мм | Отклонения, мкм, для классов точности блоков | ||
| 1 | 2 | 3 | |
| 160 | 10 | 16 | 25 |
| до 400 | 16 | 25 | 40 |
| 400 " 1000 | 25 | 40 | 60 |
| Выпуклость не допускается | |||
Неперпендикулярность колонок относительно базовой поверхности нижней плиты блока
Проверка 4.2. Неперпендикулярность колонок относительно базовой поверхности нижней плиты блока.
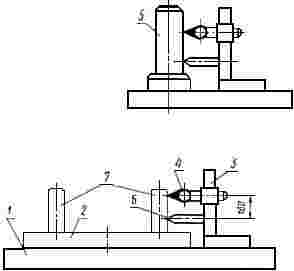
Черт.2
Метод проверки
На поверочной плите 1 устанавливают нижнюю часть блока 2.
Приспособление 3 с закрепленным индикатором 4, выверенным по специальному эталону перпендикулярности 5 на нулевое показание, располагают так, чтобы измерительный наконечник индикатора и контактный штифт 6 касались колонки 7 проверяемого блока.
Измерения производят в двух взаимно перпендикулярных плоскостях. Отклонения от перпендикулярности определяют по наибольшему показанию индикатора.
Отклонения от перпендикулярности колонок относительно базовой поверхности плиты блока не должны превышать значений, указанных в табл.2.
Таблица 2
| Класс точности блока | Отклонения, мкм |
| 1 | 25 |
| 2 | 35 |
| 3 | 50 |
| На длине 100 мм | |
Непараллельность базовых поверхностей верхней и нижней плит блока
Проверка 4.3. Непараллельность базовых поверхностей верхней и нижней плит блока.
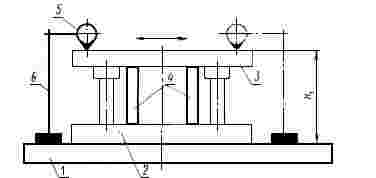
Черт.3
Метод проверки
На поверочной плите 1 устанавливают блок в сборе. Между нижней 2 и верхней 3 плитами ставят две равные плоскопараллельные концевые меры длины 4.
Индикатор 5, закрепленный на универсальной стойке 6, располагают так, чтобы его измерительный наконечник касался базовой поверхности плиты.
Проверку производят при наибольшем расстоянии ![]() между нижней поверхностью нижней плиты и верхней поверхностью верхней плиты, указанном в стандартах на конструкцию и размеры блоков.
между нижней поверхностью нижней плиты и верхней поверхностью верхней плиты, указанном в стандартах на конструкцию и размеры блоков.
Измерения производят в двух взаимно перпендикулярных направлениях.
Отклонения от параллельности определяют как разность показаний индикатора в крайних точках проверки.
Отклонения от параллельности базовых поверхностей верхней и нижней плит блока не должны превышать значений, указанных в табл.3.
Таблица 3
| Длина измерения, мм | Отклонения, мкм, для классов точности блоков | ||
| 1 | 2 | 3 | |
| 160 | 25 | 40 | 60 |
| до 400 | 40 | 60 | 100 |
| 400 " 1000 | 60 | 100 | 160 |
(Измененная редакция, Изм. N 1).
5. Методы проверок и средств измерения точности блоков штампов являются арбитражными.
Допускается применение других методов проверки и средств измерения при условии, что они отвечают назначению и обеспечивают необходимую точность.
6. Типы и классы точности средств измерений, применяемых при проверках, должны соответствовать указанным ниже:
линейки поверочные по ГОСТ 8026-75*;
______________
* На территории Российской Федерации действует ГОСТ 8026-92. - Примечание изготовителя базы данных.
щупы по ГОСТ 882-75;
индикаторы многооборотные с ценой деления 0,001 мм по ГОСТ 9696-75*;
______________
* На территории Российской Федерации действует ГОСТ 9696-82. - Примечание изготовителя базы данных.
плоскопараллельные концевые меры длины 2-го класса точности ГОСТ 9038-73;
плиты поверочные класса 00 по ГОСТ 10905-75*;
______________
* На территории Российской Федерации действует ГОСТ 10905-86. - Примечание изготовителя базы данных.
специальный эталон перпендикулярности с погрешностью измерения 0,003:100.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ (справочное). Допуски и посадки блоков штампов для листовой штамповки по системе ОСТ и ЕСДП СЭВ
ПРИЛОЖЕНИЕ
Справочное
| Поля допусков | |
| по системе ОСТ | по ЕСДП СЭВ |
|
| h5 |
|
| H6 |
|
| h6 |
|
| H7 |
(Введено дополнительно, Изм. N 1).