
ГОСТ 16434-87
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ВАЛЬЦЫ КОВОЧНЫЕ КОНСОЛЬНЫЕ
Параметры и размеры
Forging console rolls. Parameters and dimensions
ОКП 38 2696
Срок действия с 01.01.89
до 01.01.94*
________________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
И.С.Калениченко, канд. техн. наук; В.К.Белильцев; Л.И.Никольский, канд. техн. наук (руководитель темы); Т.Л.Псарева; Н.М.Кочетова.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.10.87 N 4046
3. Срок первой проверки 1992 г., периодичность проверки 5 лет.
4. ВЗАМЕН ГОСТ 16434-80.
Настоящий стандарт распространяется на ковочные консольные одно- и многоклетьевые вальцы, предназначенные для изготовления промежуточных заготовок в горячем состоянии.
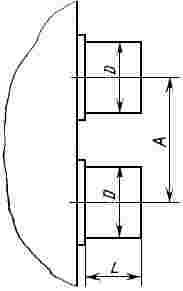
1. Параметры и размеры ковочных консольных вальцов должны соответствовать указанным на чертеже и в таблице.
Размеры, мм
| Наименование параметров и размеров | Нормы | |||
| Номинальное межосевое расстояние | 160 | 250 | 320 | 400 |
| Номинальное усилие, кН | 200 | 500 | 800 | 1000 |
| Посадочные места под инструмент: | ||||
| диаметр | 90 | 140 | 180 | 225 |
| одноклетьевых | 160 | 220 | 280 | 360 |
| многоклетьевых | 75 | 95 | 120 | 150 |
| Частота вращения валка, с | 1,40 | 1,00 | 0,83 | 0,66 |
| Цикл обработки изделия | 6 | 10 | 15 | 30 |
| Диаметр исходной заготовки | 50 | 75 | 95 | 125 |
| Наибольшая длина изделия | 400 | 630 | 800 | 1000 |
| Удельная масса для одноклетьевых вальцов | 4,5·10 | 1,9·10 | 1,5·10 | 1,0·10 |
| Удельный расход энергии для одноклетьевых вальцов | 90·10 | 76·10 | 68·10 | 86·10 |
_______________
* Подсчитывают по формулам:
![]() ,
, ![]() ,
, ![]() ,
,
где ![]() - число оборотов, требуемых на обработку изделия;
- число оборотов, требуемых на обработку изделия;
![]() - частота вращения валка, с
- частота вращения валка, с![]() ;
;
![]() - масса вальцов, т;
- масса вальцов, т;
![]() - наибольший диаметр исходной заготовки, м;
- наибольший диаметр исходной заготовки, м;
![]() - установленная мощность привода, кВт.
- установленная мощность привода, кВт.
Значения цикла обработки изделия, приведенные в таблице, определены из следующих значений числа оборотов, требуемых на обработку изделия:
| 8 | - для | вальцов | с | номинальным | межосевым | расстоянием | 160 мм, |
| 10 | " | " | " | " | " | " | 250 мм, |
| 12 | " | " | " | " | " | " | 320 мм, |
| 20 | " | " | " | " | " | " | 400 мм. |
Примечания: 1. Номинальное усилие указано для первого перехода у опоры консоли, на каждом последующем переходе усилие уменьшается до 25% по сравнению с предыдущим.
2. Величина регулировки межосевого расстояния должна быть до ±3 мм, за исключением двухклетьевых вальцов с непрерывным процессом вальцовки.
3. Для изделий диаметрами равными или меньшими ![]() цикл обработки изделия сокращается в два раза.
цикл обработки изделия сокращается в два раза.
2. По заказу потребителя вальцы должны быть оснащены средствами автоматической загрузки заготовок в рабочую зону и выгрузки поковок.
3. Конструкция вальцов должна обеспечивать возможность встраивания их в автоматизированные комплексы и линии.