
ГОСТ 8248-88
(СТ СЭВ 1832-79)
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
НОЖНИЦЫ СОРТОВЫЕ КРИВОШИПНЫЕ ЗАКРЫТЫЕ
Параметры и размеры. Нормы точности
Round, flat, section cutting crank shears, closed construction.
Parameters and dimensions. Accuracy norms
ОКП 3828
Срок действия с 01.07.89
до 01.07.94*
_______________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.И.Панов (руководитель темы), А.А.Алексеенко, Н.С.Смирнова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.06.88 N 2164
3. Срок проверки 1993 г., периодичность проверки 5 лет.
4. Стандарт соответствует СТ СЭВ 1832-79.
5. ВЗАМЕН ГОСТ 8248-77, ГОСТ 15626-80.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
| ГОСТ 2.601-68 | 1.3 |
| ГОСТ 577-68 | Приложение |
| ГОСТ 1050-74 | 2.5.3 |
| ГОСТ 3749-77 | Приложение |
| ГОСТ 15961-80 | 2.1 |
Настоящий стандарт распространяется на закрытые кривошипные сортовые ножницы, предназначенные для отрезки на мерные длины прутков круглого, квадратного и прямоугольного сечения, изготовляемые для нужд народного хозяйства и экспорта.
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры ножниц должны соответствовать указанным в табл.1.
Таблица 1
Размеры в мм
| Наименование параметров и размеров | Нормы | ||||||||
| Номинальное усилие, кН | 1000 | 1600 | 2500 | 4000 | 6300 | 10000 | 16000 | ||
| Наибольшие размеры поперечного сечения отрезаемой заготовки при | Диаметр круга | 50 | 63 | 80 | 100 | 125 | 160 | 200 | |
| Сторона квадрата | 45 | 56 | 70 | 90 | 110 | 140 | 180 | ||
| Полоса (ширина | 100х20 | 125х25 | 160х32 | 200х40 | 250х50 | 320х63 | 400х80 | ||
| Длина отрезаемой заготовки при работе с упором | наименьшая, | 40 | 50 | 63 | 80 | 100 | 125 | 160 | |
| наибольшая, | 630 | 1000 | |||||||
| Наименьшая длина концевого остатка (отхода) прутка, не более | 40 | 50 | 63 | 80 | 100 | 125 | 160 | ||
| Частота ходов ползуна в минуту, ход/мин | в режиме непрерывных ходов, | 63 | 50 | 40 | 32 | 25 | 20 | 16 | |
| в режиме одиночных включений, не более | 40 | 32 | 25 | 20 | 16 | 12 | 10 | ||
| Наибольшая частота резов в минуту в режиме непрерывных ходов, мин | 63 | 50 | 40 | 32 | 25 | - | - | ||
| Удельная масса, | с зажимом отрезаемой заготовки | 12,7 | - | 7,0 | 10 | - | - | ||
| без зажима отрезаемой заготовки | 5,9 | 6,6 | 6,9 | 6,5 | 8,5 | 7,8 | |||
| Удельный расход энергии, | 21·10 | 22·10 | 26·10 | 31·10 | 40·10 | 50·10 | 52·10 | ||
* ![]() ;
; ![]() ,
,
где ![]() - масса ножниц, кг;
- масса ножниц, кг;
![]() - номинальное усилие, кН;
- номинальное усилие, кН;
![]() - мощность электродвигателя главного привода при ПВ=100%;
- мощность электродвигателя главного привода при ПВ=100%;
![]() - наибольшая частота резов в минуту в режиме непрерывных ходов.
- наибольшая частота резов в минуту в режиме непрерывных ходов.
Примечания:
1. По заказу потребителя наибольшая длина отрезаемой заготовки при работе с упором может быть увеличена до 1500 мм.
2. Для многоручьевых ножниц параметр "Наибольшая частота резов в минуту в режиме непрерывных ходов" заменяется параметром "Наибольшее количество отрезаемых заготовок в минуту".
3. Наибольшая частота резов в минуту в режиме непрерывных ходов рассчитана при усилии
| 0,7 от номинального для ножниц с усилием | 1000 до 2500 кН; |
| " " " " " | 4000 и 6300 кН; |
| " " " " " | 10000 и 16000 кН. |
1.2. Путь ползуна до его крайнего нижнего положения, на котором развивается номинальное усилие, должен составлять не менее 50% от диаметра круга, указанного в табл.1.
1.3. Ножницы должны быть оснащены:
асинхронным электродвигателем повышенного скольжения или с фазным ротором для главного привода;
комплектом ножей в соответствии с ведомостью ЗИП по ГОСТ 2.601-68*;
_______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - Примечание изготовителя базы данных.
приводным рольгангом;
устройством для счета заготовок;
механизированным задним упором;
механизированным стеллажом для ножниц усилием свыше 4000 кН.
1.4. По требованию потребителя ножницы могут оснащаться механизированным стеллажом для ножниц усилием до 4000 кН, а также поддерживателем заготовок.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования к методам проверок на точность - по ГОСТ 15961-80*.
_______________
* На территории Российской Федерации действует ГОСТ 15961-89. - Примечание изготовителя базы данных.
2.2. Если конструктивные размеры не позволяют произвести замер на длине, к которой отнесен допуск, то последний должен быть пересчитан на большую длину, на которой замер был произведен. Полученный при пересчете допуск менее 0,01 мм принимают разным 0,01 мм.
2.3. Перечень средств измерения, применяемых для проверок норм точности ножниц, указан в рекомендуемом приложении.
2.4. Устанавливаются следующие проверки на точность.
2.4.1. Перпендикулярность нижней опорной поверхности гнезда нижнего ножа относительно хода гнезда верхнего ножа* (черт.1).
________________
* Гнездо ножа - место установки цельного ножа или сменного ножедержателя.
Для опорной поверхности гнезда ножа полукруглой формы проверка не проводится.
Черт.1. Метод проверки перпендикулярности нижней опорной поверхности гнезда нижнего ножа относительно хода гнезда верхнего ножа
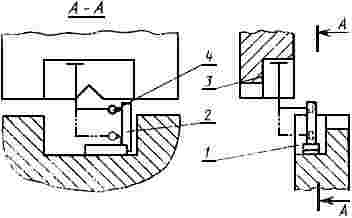
Черт.1
Таблица 2
| Номинальное усилие ножниц, кН | Допуск перпендикулярности, мм |
| До 2500 | 0,12 |
| Св. 2500 " 6300 | 0,20 |
| " 6300 | 0,30 |
Метод проверки. На нижнюю опорную поверхность параллельно боковой опорной поверхности гнезда 1 нижнего ножа устанавливают опорной поверхностью угольник 2. На верхнюю опорную поверхность гнезда 3 верхнего ножа устанавливают индикатор 4 так, чтобы его измерительный наконечник касался измерительной поверхности угольника. После чего гнездо верхнего ножа перемещают из крайнего верхнего в крайнее нижнее положение.
При необходимости допускается применение угольника класса точности не ниже 2 с базой, укороченной в зависимости от размеров гнезда ножа.
2.4.2. Параллельность нижней опорной поверхности гнезда нижнего ножа и верхней опорной поверхности гнезда верхнего ножа (черт.2).
Для опорной поверхности гнезда ножа полукруглой формы проверка не проводится.
Черт.2. Метод проверки параллельности нижней опорной поверхности гнезда нижнего ножа и верхней опорной поверхности гнезда верхнего ножа
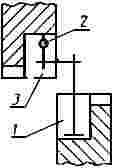
Черт.2
Таблица 3
| Номинальное усилие ножниц, кН | Допуск параллельности, мм |
| До 2500 | 0,12 |
| Св. 2500 " 6300 | 0,20 |
| " 6300 | 0,30 |
Метод проверки. На нижнюю опорную поверхность гнезда 1 нижнего ножа устанавливают индикатор 2 так, чтобы его измерительный наконечник касался опорной поверхности гнезда 3 верхнего ножа. После чего перемещают стойки индикатора по всей нижней опорной поверхности гнезда нижнего ножа.
Отклонение от параллельности равно наибольшей разности показаний индикатора и не должно превышать допуска параллельности, указанного в табл.3.
2.4.3. Взаимная перпендикулярность опорных поверхностей:
1) гнезда нижнего ножа (черт.3);
2) гнезда верхнего ножа (черт.4).
Черт.3. Метод проверки взаимной перпендикулярности опорных поверхностей гнезда нижнего ножа
Черт.4. Метод проверки взаимной перпендикулярности опорных поверхностей гнезда верхнего ножа
|
| |
| Черт.3 | Черт.4 |
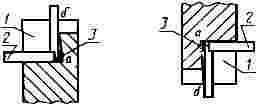
Таблица 4
| Номинальное усилие ножниц, кН | Допуск перпендикулярности |
| До 1000 | 0,12 |
| Св. 1000 " 1600 | 0,16 |
| " 1600 " 2500 | 0,20 |
| " 2500 " 4000 | 0,25 |
| " 4000 " 6300 | 0,30 |
| " 6300 " 10000 | 0,40 |
| " 10000 " 16000 | 0,50 |
Методы проверки
1) На нижнюю опорную поверхность гнезда 1 нижнего ножа устанавливают поверочный угольник 2 так, чтобы его измерительная поверхность касалась боковой поверхности гнезда ножа. После чего щупом 3 измеряют зазор на участке ![]() .
.
2) На верхнюю опорную поверхность гнезда 1 верхнего ножа устанавливают поверочный угольник 2 так, чтобы его измерительная поверхность касалась боковой опорной поверхности гнезда ножа. После чего щупом 3 измеряют зазор на участке ![]() .
.
Отклонение от перпендикулярности не должно превышать допуска перпендикулярности, указанного в табл.4.
2.4.4. Симметричность гнезда нижнего ножа и гнезда верхнего ножа в горизонтальном направлении, перпендикулярном направлению подачи прутка:
1) для гнезд прямоугольной формы (черт.5);
2) для гнезд полукруглой формы (черт.6).
Черт.5. Метод проверки симметричности гнезда нижнего ножа и гнезда верхнего ножа в горизонтальном направлении, перпендикулярном направлению подачи прутка для гнезд прямоугольной формы
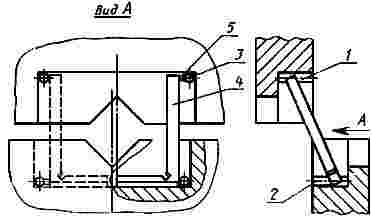
Черт.5
Черт.6. Метод проверки симметричности гнезда нижнего ножа и гнезда верхнего ножа в горизонтальном направлении, перпендикулярном направлению подачи прутка для гнезд полукруглой формы
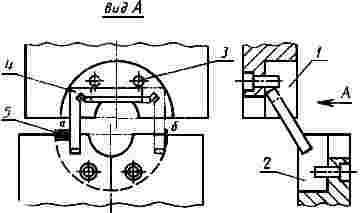
Черт.6
Таблица 5
| Номинальное усилие ножниц, кН | Допуск симметричности в радиусном выражении, мм |
| До 2500 | 0,20 |
| Св. 2500 " 6300 | 0,25 |
| " 6300 | 0,30 |
Методы проверки
1) К боковым поверхностям гнезда 1 верхнего ножа и гнезда 2 нижнего ножа прикладывают калиброванные валики 3 одинакового диаметра. На опорную поверхность гнезда 2 устанавливают угольник 4. Отклонение от симметричности определяют с двух сторон гнезд щупом 5 между угольником и образующими валиков.
2) Угольник 4 прикладывают к образующей поверхности гнезда 1 и базируют по штырям 3. После чего щупом 5 измеряют зазор ![]() и
и ![]() .
.
Отклонение от симметричности равно наибольшему зазору и не должно превышать допуска, указанного в табл.5.
2.4.5. Радиальное и торцевое биение маховика (черт.7).
Черт.7. Метод проверки радиального и торцевого биения маховика
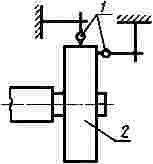
Черт.7
Таблица 6
мм
| Диаметр маховика | Допуск радиального биения | Допуск торцевого биения |
| 1000 | 0,10 | 0,2 |
| Св. 1000 | 0,16 | 0,3 |
Метод проверки. Индикатор 1 устанавливают так, чтобы его измерительный наконечник касался поверхности обода маховика 2 при измерении радиального биения и его торцевой поверхности на расстоянии 10 мм от образующей поверхности при измерении торцевого биения.
Проверку не требуется проводить при динамически сбалансированном маховике.
2.5. Проверка ножниц в работе
2.5.1. Отклонение от прямого угла между торцевой поверхностью и осью заготовки (скос торца).
Таблица 7
| Условия резки на ножницах | Предельное отклонение |
| С зажимом или с жесткой фиксацией отрезаемой заготовки от отгибания | 1° |
| С гидропневматической поддержкой отрезаемой заготовки | 3° |
| Без ограничения отгибания отрезаемой заготовки | 6° |
2.5.2. Предельное отклонение размеров заготовок по длине
Таблица 8
| Номинальное усилие ножниц, кН | Предельное отклонение размеров заготовок по длине, мм |
| До 1000 | ±1,0 |
| Св. 1000 " 1600 | ±1,2 |
| " 1600 " 2500 | ±1,6 |
| " 2500 " 4000 | ±2,0 |
| " 4000 " 6300 | ±2,5 |
| " 6300 " 10000 | ±3,2 |
| " 10000 " 16000 | ±4,0 |
2.5.3. Работу ножниц проверяют на 10 заготовках наибольшего диаметра для соответствующего типоразмера ножниц длиной, равной двум диаметрам, отрезаемых на ножницах в автоматическом режиме. Материал заготовок - нормализованная горячекатанная кругля сталь по ГОСТ 2590-71* или сталь марки 45 по ГОСТ 1050-74**.
_______________
* На территории Российской Федерации действует ГОСТ 2590-88;
** На территории Российской Федерации действует ГОСТ 1050-88. - Примечание изготовителя базы данных.
ПРИЛОЖЕНИЕ (рекомендуемое). СРЕДСТВА ИЗМЕРЕНИЙ, ПРИМЕНЯЕМЫЕ ПРИ ПРОВЕРКЕ ТОЧНОСТИ НОЖНИЦ
ПРИЛОЖЕНИЕ
Рекомендуемое
1. Индикатор часового типа с ценой деления 0,01 мм - по ГОСТ 577-68.
2. Угольник УП-2 - по ГОСТ 3749-77.
3. Щупы - по ГОСТ 882-75.