
ГОСТ 19166-73
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ЗУБОЗАКРУГЛЯЮЩИЕ
Нормы точности
Gear tooth rounding machines. Standarts oi accuracy
Срок действия с 01.01.1975
до 01.01.1980*
_______________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 4, 1994 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Экспериментальным научно-исследовательским институтом металлорежущих станков (ЭНИМС)
Зам. директора Белов В.С.
Руководитель темы Евстегнеев Ю.А.
Исполнители: Бреева Н.А., Фролова Н.А.
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии Трефилов В.А.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Директор Верченко В.Р.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 22 октября 1973 г. N 2349
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие с 01.09.89 Постановлением Государственного комитета СССР по стандартам от 20.02.89 N 262
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 5, 1989 год
Настоящий стандарт распространяется на зубозакругляющие станки класса точности Н, работающие пальцевыми и дисковыми фрезами, изготовляемые для нужд народного хозяйства и экспорта.
Общие требования к испытаниям станков на точность - по ГОСТ 8-82.
Станки класса точности П изготовляются с допусками в 1,6 раза ужесточенными по сравнению с допусками для класса Н и по номенклатуре проверок, согласованных с потребителем.
(Измененная редакция, Изм. N 1).
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
1. ПРОВЕРКА ТОЧНОСТИ СТАНКА
Проверка 1.1. Радиальное биение внутреннего и наружного конуса шпинделя инструмента (для станков, работающих пальцевой фрезой)
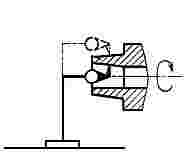
Черт.1
Таблица 1
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 16 |
| Св. 200 " 500 | 20 |
| 500 " 800 | 25 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.15, метод 1 (черт.1) последовательно на середине длины образующей конуса.
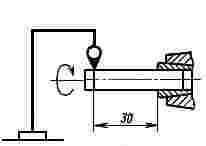
Проверка 1.2. Радиальное биение конического отверстия шпинделя инструмента (для станков, работающих дисковой фрезой):
а) у торца шпинделя;
б) на расстоянии ![]() .
.
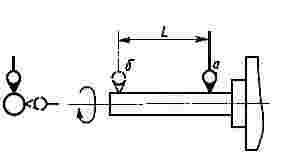
Черт.2
Таблица 2
| Наибольший диаметр обрабатываемого колеса, мм | Номер проверки |
| Допуск, мкм |
| От 125 до 200 | 1.2 | - | 12 |
| | 1.2 | 100 | 16 |
| Св. 200 до 500 | 1.2 | - | 16 |
| | 1.2 | 150 | 20 |
| Св. 500 до 800 | 1.2 | - | 20 |
| | 1.2 | 200 | 25 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.15, метод 2 (черт.2).
Проверка 1.3. Осевое биение шпинделя инструмента
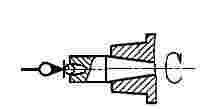
Черт.3
Таблица 3
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 16 |
| Св. 200 " 500 | 20 |
| 500 " 800 | 25 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.17, метод 1 (черт.3).
Проверка 1.4. Соосность съемного подшипника и шпинделя инструмента (для станков, работающих дисковой фрезой)
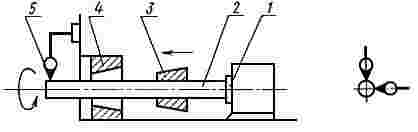
Черт.4
Таблица 4
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 16 |
| " 500 | 20 |
| 500 " 800 | 25 |
В шпиндель 1 плотно вставляют контрольную оправку 2, на которую надета контрольная втулка 3 с конусной или цилиндрической наружной поверхностью, сопряженной с конусной или цилиндрической внутренней поверхностью поддержки 4. Поддержку закрепляют в наиболее удаленном от торца инструментального шпинделя положении.
На неподвижной части станка укрепляют прибор для измерения длин 5 так, чтобы его измерительный наконечник касался рабочей поверхности свободного конца контрольной оправки у торца поддержки и был направлен к ее оси перпендикулярно образующей.
Втулку 3 вдвигают в поддержку 4 до тех пор, пока сопряженные поверхности полностью не соприкоснутся.
Измерения производят до ввода втулки 3 в поддержку 4 и после ее ввода на всю длину в двух взаимно перпендикулярных плоскостях одновременно двумя приборами для измерения длин.
Несоосность в каждой плоскости определяют как алгебраическую разность показаний прибора для измерения длин до ввода втулки 3 в поддержку 4 и после.
Проверка 1.5. Радиальное биение посадочных отверстий цанг (для станков, работающих пальцевой фрезой)
Черт.5
Таблица 5
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 25 |
| Св. 200 " 500 | 32 |
| 500 " 800 | 40 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.15, метод 2 (черт.5).
Проверка 1.6. Радиальное биение цилиндрической выточки в отверстии стола (шпинделя изделия)
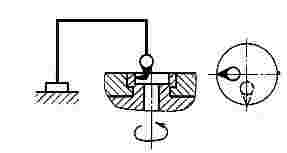
Черт.6
Таблица 6
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 20 |
| Св. 200 " 500 | 25 |
| 500 " 800 | 32 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.15, метод 1 (черт.6).
Проверка 1.7. Торцовое биение стола (шпинделя изделия)
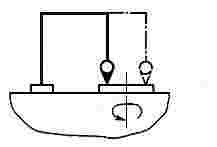
Черт.7
Таблица 7
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 25 |
| Св. 200 " 500 | 32 |
| 500 " 800 | 40 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.18, метод 1 (черт.7).
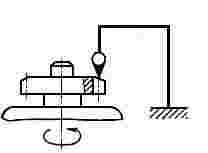
Проверка 1.8. Пересечение оси вращения стола (шпинделя изделия) с осью вращения шпинделя инструмента (для станков, работающих пальцевой фрезой)
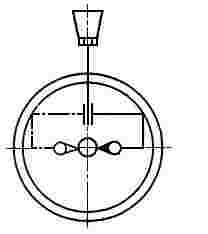
Черт.8
Таблица 8
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| 125 до 200 | 80 |
| Св. 200 " 500 | 100 |
| 500 " 800 | 125 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.12, метод 1 (черт.8).
Проверку производят в двух крайних положениях инструментального шпинделя по высоте, а также в крайних переднем и заднем положениях стойки.
Проверка 1.9. Стабильность конечного положения инструментальной бабки при подводе в рабочее положение
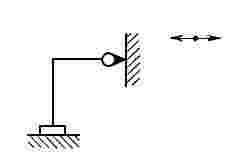
Черт.9
Таблица 9
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 125 |
| Св. 200 " 500 | 160 |
| 500 " 800 | 200 |
Метод проверки
Измерение по ГОСТ 22267-76, разд.25, метод 1 (черт.9).
(Измененная редакция, Изм. N 1).
2. ПРОВЕРКА СТАНКА В РАБОТЕ
Проверка 2.1. Проверяют:
а) радиус закругления ![]() ;
;
б) смещение оси симметрии закругленного зуба.
Параметр шероховатости обработанной поверхности ![]() 3,2 мкм по ГОСТ 2789-73.
3,2 мкм по ГОСТ 2789-73.
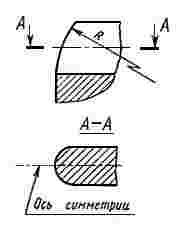
Черт.10
Таблица 10
| Наибольший модуль обрабатываемого колеса, мм | Отклонения, мкм | |
|
|
| |
| От 1,5 до 3 | ±500 | ±200 |
| " 6 | ±700 | ±300 |
| 6 " 10 | ±1000 | ±400 |
На станке закругляют зубья прямозубого цилиндрического колеса (образца) с модулем 0,7…0,9 от наибольшего модуля и диаметром 0,5…0,8 от наибольшего диаметра обрабатываемого колеса.
Проверку осуществляют универсальными средствами или при помощи шаблонов. Измерения производят не менее чем на трех зубьях, расположенных равномерно по окружности.
Проверку параметра ![]() шероховатости обработанной поверхности осуществляют путем сравнения с эталоном.
шероховатости обработанной поверхности осуществляют путем сравнения с эталоном.
Проверка 2.2. Торцовое биение поверхности, обработанной при зубозакруглении
Черт.11
Таблица 11
| Наибольший диаметр обрабатываемого колеса, мм | Допуск, мкм |
| От 125 до 200 | 40 |
| " 500 | 60 |
| 500 " 800 | - |
Метод проверки
Измерение по ГОСТ 22267-76, разд.25, метод 2 (черт.11).
(Измененная редакция, Изм. N 1).