
ГОСТ 19879-74
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ МАШИННЫЕ ДЛЯ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ,
ОСНАЩЕННЫЕ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ
Технические условия
Corbide-tipped machine taps for pipe cylindrical thread.
Specifications
ОКП 39 1352
Срок действия с 01.01.76
до 01.01.93*
______________________________
* Ограничение срока действия снято
по протоколу Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 2, 1993 год). - Примечание
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И.Семенченко, канд. техн. наук; В.С.Коршунов, Р.И.Добрянский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.06.74 N 1501
3. Срок проверки - 1991 г.; периодичность проверки 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
| ГОСТ 8.051-81 | 4.12 |
| ГОСТ 9.014-78 | 2.20 |
| ГОСТ 1215-79 | 4.3 |
| ГОСТ 1412-85 | 4.3 |
| ГОСТ 2789-73 | 2.13 |
| ГОСТ 3882-74 | 2.1 |
| ГОСТ 4543-71 | 2.2 |
| ГОСТ 5950-73 | 2.2 |
| ГОСТ 6357-81 | Вводная часть, 2.18 |
| ГОСТ 9013-59 | 4.9 |
| ГОСТ 9378-75 | 4.10 |
| ГОСТ 9523-84 | 2.6 |
| ГОСТ 14034-74 | 2.5 |
| ГОСТ 17039-71 | 2.7 |
| ГОСТ 19090-73 | 2.7 |
| ГОСТ 18088-83 | 2.19, 2.21, 5.1 |
| ГОСТ 19738-74 | 2.4 |
| ГОСТ 23677-79 | 4.9 |
| ГОСТ 23726-79 | 3.1 |
| ГОСТ 25416-82 | Приложение |
| ГОСТ 25425-82 | Приложение |
| ГОСТ 25706-83 | 4.10 |
6. ПЕРЕИЗДАНИЕ (август 1987 г.) с Изменением N 1, утвержденным в июне 1987 г. (ИУС 9-87)
7. Срок действия продлен до 01.01.93. (Постановление Госстандарта СССР от 10.06.87 N 1944)
Настоящий стандарт распространяется на одинарные машинные метчики, оснащенные твердосплавными пластинами, предназначенные для нарезания трубных цилиндрических резьб по ГОСТ 6357-81 в сквозных и глухих отверстиях деталей из чугуна твердостью до НВ 300.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
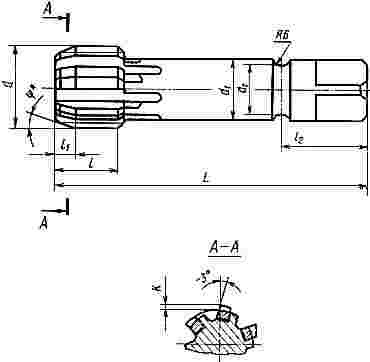
1.1. Конструкция и основные размеры метчиков должны соответствовать указанным на черт.1 и в табл.1.
________________
* ![]() 19° для глухих отверстий;
19° для глухих отверстий;
![]() 14° для сквозных отверстий.
14° для сквозных отверстий.
Черт.1
Таблица 1
Размеры, мм
| Обозна- чение метчиков | При- | Обозна- | Номи- | Число шагов на длине 25,4 мм | Шаг резь- |
|
|
|
|
|
|
| Число перьев | |||
| | | | | | | | | для отверстий | | | | | ||||
| сквоз- | глухих | сквоз- | глухих | |||||||||||||
| 2624-0251 | |
| 20,955 | 14 | 1,814 | 125 | 25 | 8,0 | - | 2,02 | - | 16,0 | 14 | 24 | 4 | |
| 2624-0253 | | | | | | | | - | 5,0 | - | 0,86 | | | | | |
| 2624-0255 | |
| 26,441 | | | 135 | 32 | 8,0 | - | 2,64 | - | 22,4 | 20 | 32 | | |
| 2624-0257 | | | | | | | | - | 5,0 | - | 1,08 | | | | | |
| 2624-0259 | | 1 | 33,249 | 11 | 2,309 | 140 | 36 | 9,2 | - | 3,20 | - | 28,0 | 25 | 36 | | |
| 2624-0262 | | | | | | | | - | 6,4 | - | 1,37 | | | | | |
| 2624-0264 | | 1 | 41,910 | | | 160 | | 9,2 | - | 2,69 | - | 31,5 | 29 | 40 | 6 | |
| 2624-0266 | | | | | | | | - | 6,4 | - | 1,15 | | | | | |
| 2624-0268 | | 1 | 47,803 | | | | 40 | 9,2 | - | 3,07 | - | 35,5 | 33 | 45 | | |
| 2624-0271 | | | | | | | | - | 6,4 | - | 1,51 | | | | | |
| 2624-0273 | | 2 | 59,614 | | | 195 | | 9,2 | - | 3,83 | - | 40,0 | 37 | 48 | | |
| 2624-0275 | | | | | | | | - | 6,4 | - | 1,63 | | | | | |
Пример условного обозначения метчика класса точности А2 для нарезания трубной цилиндрической резьбы 1/2, класса точности А в сквозных отверстиях:
Метчик 2624-0251 А2 ГОСТ 19879-74
(Измененная редакция, Изм. N 1).
1.2. Геометрические параметры режущей части метчиков указаны в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Режущая часть метчиков должна быть оснащена твердосплавными пластинами марки ВК8 по ГОСТ 3882-74.
Допускается применение других марок твердых сплавов группы ВК по ГОСТ 3882-74, не ухудшающих эксплуатационных качеств инструмента.
2.2. Корпуса метчиков должны изготовляться из стали марки 9ХС по ГОСТ 5950-73* или из стали марки 40Х по ГОСТ 4543-71.
________________
* На территории Российской Федерации действует ГОСТ 5950-2000. - Примечание.
2.3. Твердость корпуса метчика на длине рабочей части должна быть 32...52 HRC![]() , а на длине квадратного поводка и кольцевой канавки - 37...52 HRC
, а на длине квадратного поводка и кольцевой канавки - 37...52 HRC![]() .
.
(Измененная редакция, Изм. N 1).
2.4. Твердосплавные пластины должны быть припаяны припоем марки ПСр 40 или ПСр 50 Кд по ГОСТ 19738-74.
Допускается пайка твердосплавных пластин припоем марки ПрМНМц 68-4-2.
Слой припоя не должен быть более 0,15 мм.
Разрыв слоя припоя по контуру пайки не должен превышать 5% его общей длины.
Допускается другой метод соединения пластины с корпусом метчика, обеспечивающий качество соединения не ниже качества паяного соединения.
2.5. Центровые отверстия - по ГОСТ 14034-74.
2.6. Размеры квадратов - по ГОСТ 9523-84.
2.7. Допуски на резьбу метчиков - по ГОСТ 19090-73*.
________________
* Действует ГОСТ 19090-93. - Примечание.
Исполнительные размеры метчиков - по ГОСТ 17039-71.
2.8. Обратная конусность метчиков по наружному, среднему и внутреннему диаметрам должна быть в пределах 0,05-0,10 мм на 100 мм длины.
При этом значение среднего диаметра резьбы, измеренное в начале калибрующей части, должно находиться в пределах допусков на средний диаметр.
2.9. Допуск радиального биения метчиков, установленных в центрах, не должен превышать значений, указанных в табл.2.
Таблица 2
| Наименование поверхности | Допуск биения, мм, для метчиков с размером резьбы | |
|
| от | |
| Заборная часть | 0,03 | 0,04 |
| Калибрующая часть | 0,02 | 0,03 |
| Посадочная поверхность хвостовика | 0,03 | 0,03 |
2.8, 2.9. (Измененная редакция, Изм. N 1).
2.10. Метчики должны быть затылованы по профилю на всей длине рабочей части. Значения падения затылка приведены в рекомендуемом приложении.
2.11. Предельные отклонения размеров метчиков не должны превышать:
| диаметр хвостовика | h9 | |
| диаметра кольцевой канавки | h14 | |
| расстояние от торца хвостовика до кольцевой канавки | js15 | |
| длины рабочей части и общей длины | js16 | |
| длины режущей части метчиков: | | |
| для сквозных отверстий | плюс 1 | |
| для глухих отверстий | минус |
2.12. Предельные отклонения угловых размеров должны быть:
| передних | ±2° | |
| заборного конуса | ±1° | |
| половины угла профиля резьбы | ±0°20'. |
2.13. Параметры шероховатости поверхностей метчиков по ГОСТ 2789-73 не должны быть более, мкм:
| профиля, резьбы, передней поверхности и задней поверхности режущей части на твердом сплаве | Rz3,2; | |
| поверхности хвостовика | Ra1,25; | |
| поверхности стружечной канавки | Rz10. |
2.11-2.13. (Измененная редакция, Изм. N 1).
2.14. Метчики должны быть заточены по передней поверхности на длину не менее двух высот профиля резьбы.
Уступы на передней поверхности не допускаются. Допускается перелом передней поверхности на глубине не менее двух высот профилей резьбы в сторону поднутрения.
2.15. На твердосплавных пластинах метчиков не должно быть трещин, выкрошенных мест и завалов режущих кромок.
2.16. Средний и установленный периоды стойкости метчиков при нарезании резьбы в сквозных отверстиях должны быть не менее указанных в табл.3, при условиях испытаний, указанных в разд.4.
Стойкость метчиков при нарезании резьбы в глухих отверстиях уменьшают в 2 раза.
2.17. Критерием затупления метчиков является несоответствие нарезаемой резьбы требуемой точности.
2.18. На хвостовике метчика должно быть четко нанесено:
товарный знак предприятия-изготовителя;
обозначение метчика;
обозначение резьбы по ГОСТ 6357-81 (на метчиках с размером резьбы 1 1/2 и 2);
марка твердого сплава.
2.19. Транспортная маркировка и маркировка потребительской тары по ГОСТ 18088-83.
Таблица 3
| Обозначение размера резьбы | Скорость, резания | Периоды стойкости, мин | |||
| | | Средний | Установленный | ||
| при нарезании механически обработанных отверстий | при нарезании литых очищенных отверстий | при нарезании механически обработанных отверстий | при нарезании литых очищенных отверстий | ||
|
| 15 | 160 | 60 | 64 | 24 |
|
| | 200 | 115 | 80 | 46 |
| 1 | 20 | 150 | 90 | 60 | 36 |
| 1 | 25 | 150 | 90 | 60 | 36 |
| 1 | | 175 | 100 | 70 | 40 |
| 2 | | 220 | 125 | 88 | 50 |
2.20. Вариант внутренней упаковки ВУ-1 - по ГОСТ 9.014-78.
2.21. Остальные требования к упаковке - по ГОСТ 18088-83.
2.16-2.21. (Введены дополнительно, Изм. N 1).
3. ПРИЕМКА
3.1. Приемка - по ГОСТ 23726-79.
3.2. Испытания метчиков на средний период стойкости проводят раз в три года, на установленный период стойкости - раз в год не менее чем на 5 инструментах.
3.3. Испытаниям должны подвергаться метчики любого типоразмера из каждого диапазона скоростей резания, указанных в табл.3.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Испытания метчиков на работоспособность, средний и установленный периоды стойкости следует проводить на токарных, сверлильных станках и автоматах, соответствующих установленным для них нормам точности и жесткости.
4.2. Крепление метчиков осуществляют при помощи патронов, удовлетворяющих установленным для них нормам точности.
4.3. Испытания метчиков следует проводить при нарезании резьбы в деталях из ковкого чугуна по ГОСТ 1215-79 или серого чугуна по ГОСТ 1412-85.
4.4. Длина нарезаемой резьбы при испытании на стойкость и работоспособность должна быть не менее 8Р.
Отверстия под резьбу должны быть механически обработаны, отверстия в литых деталях - очищены.
Диаметры и предельные отклонения отверстий под резьбу приведены в табл.4.
Таблица 4
| Обозначение размера резьбы | Диаметр отверстия, мм |
|
| 17,9+0,43 |
|
| 23,3+0,52 |
| 1 | 29,5+0,52 |
| 1 | 38,5+0,62 |
| 1 | 44,4+0,62 |
| 2 | 56,1+0,74 |
4.5. При испытании на работоспособность каждым метчиком должно быть обработано 5 отверстий.
4.6. В качестве смазывающе-охлаждающей жидкости должен применяться 5%-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
4.7. После испытаний на работоспособность метчики не должны иметь выкрошенных мест и должны быть пригодны для дальнейшей работы.
4.8. Приемочные значения среднего и установленного периодов стойкости должны быть не менее указанных в табл.5.
Таблица 5
| Обозначение размера резьбы | Приемочные периоды стойкости, мин | |||
| | Средний | Установленный | ||
| при нарезании механически обработанных отверстий | при нарезании литых очищенных отверстий | при нарезании механически обработанных отверстий | при нарезании литых очищенных отверстий | |
|
| 184 | 69 | 74 | 28 |
|
| 230 | 132 | 92 | 53 |
| 1 | 173 | 103 | 69 | 41 |
| 1 | 173 | 103 | 69 | 41 |
| 1 | 201 | 115 | 81 | 46 |
| 2 | 253 | 144 | 101 | 58 |
4.9. Контроль твердости следует проводить в соответствии с ГОСТ 9013-59 на приборе ТР по ГОСТ 23677-79 не менее чем по трем точкам.
4.10. Контроль параметров шероховатости следует проводить сравнением с образцами шероховатости по ГОСТ 9378-75* или образцовыми инструментами, имеющими предельные значения параметров шероховатости поверхностей.
________________
* Действует ГОСТ 9378-93. - Примечание.
Сравнение осуществляют визуально при помощи лупы ЛП-1-4![]() по ГОСТ 25706-83.
по ГОСТ 25706-83.
4.11. Контроль внешнего вида следует осуществлять визуально.
4.12. При контроле размеров и параметров метчиков должны применяться методы и средства измерения, погрешность которых не превышает:
при измерении линейных размеров - значений по ГОСТ 8.051-81;
при измерении угловых размеров - 35% допуска на проверяемый параметр;
при контроле формы и расположения поверхностей - 25% допуска на проверяемый параметр.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 18088-83.
Разд.3-5. (Измененная редакция, Изм. N 1).
Разд.6. (Исключен, Изм. N 1).
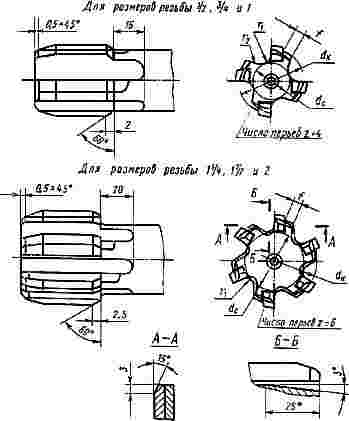
ПРИЛОЖЕНИЕ (рекомендуемое). ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ МЕТЧИКОВ
ПРИЛОЖЕНИЕ
Рекомендуемое
Геометрические параметры режущей части метчиков указаны на чертеже и в таблице.
_______________
* Скос 25х3° выполнять только для метчиков 1![]() .
.
Размеры, мм
| Обозначение размера резьбы |
|
|
|
|
| Падение затылка по профилю резьбы на окружной шаг перьев | Обозначение твердосплавных пластин |
|
| 11 | 18,7 | 3,5 | 3,0 | 12,6 | 0,03 | 26090 |
|
| 14 | 24,2 | 3,5 | 26250 | |||
| 1 | 18 | 30,4 | 5,0 | 3,5 | 15,7 | 0,04 | 39150 |
| 1 | 27 | 39,0 | 3,5 | 2,5 | - | ||
| 1 | 29 | 44,9 | 7,0 | 5,0 | 0,05 | 39110 | |
| 2 | 37 | 56,7 | 8,0 | 6,0 | 0,06 |
________________
* Действует ГОСТ 25425-90.
** Действует ГОСТ 25416-90. - Примечание.