
ГОСТ 6645-86
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОЛОТНА НОЖОВОЧНЫЕ ДЛЯ МЕТАЛЛА
Технические условия
Saw blades for metal cutting. Specifications
ОКП 39 2540
Дата введения 1987-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, Г.А.Астафьева, Н.И.Минаева, Т.А.Лавренова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.07.86 N 2294
3. Срок проверки - 1996 г., периодичность проверки - 5 лет
4. Стандарт полностью соответствует ИСО 2336-80
5. Стандарт полностью соответствует СТ СЭВ 6977-90
6. ВЗАМЕН ГОСТ 6645-68
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 8.051-81 | 4.2 |
| ГОСТ 1050-88 | 4.6 |
| ГОСТ 5406-84 | 2.5 |
| ГОСТ 5950-73 | 2.2 |
| ГОСТ 6631-74 | 2.5 |
| ГОСТ 9013-59 | 4.4 |
| ГОСТ 18088-83 | 2.19, 5.1 |
| ГОСТ 19265-73 | 2.2 |
| ГОСТ 23522-79 | 2.2, 2.4 |
| ГОСТ 23726-79 | 3.1 |
| ИСО 2336-80 | 1.2; Приложение 2 |
8. Ограничение срока действия снято Постановлением Госстандарта СССР от 09.04.91 N 463
9. ПЕРЕИЗДАНИЕ (октябрь 1996 г.) с Изменениями N 1, 2, 3, утвержденными в апреле 1989 г., апреле 1991 г., апреле 1992 г. (ИУС 7-89, 7-91, 7-92)
Настоящий стандарт распространяется на ручные и машинные ножовочные полотна для металла (далее - полотна).
Требования настоящего стандарта в части разд.1, 2, 4, 5 и п.3.2 являются обязательными, другие требования являются рекомендуемыми.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Полотна должны изготовляться типов:
1 - ручные; 2 - машинные;
исполнений:
А - с расположением зубьев с одной стороны полотна;
В - с расположением зубьев с двух сторон полотна.
Полотна типа 2 изготовляются только исполнения А.
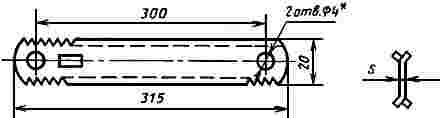
1.2. Размеры полотен должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Исполнение А
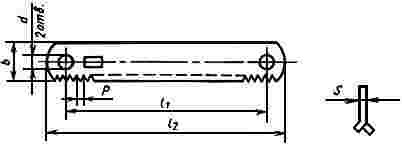
Черт.1
Таблица 1
мм
| Обозначение | Применяемость |
|
|
|
|
|
|
| Тип 1 | |||||||
| 2800-0001 | | 250 | 265 | 12,5 | 0,63 | 4,0 | 0,80 |
| 2800-0002 | | | | | 1,00 | ||
| 2800-0003 | | | | | | | 1,25 |
| 2800-0004* | | 300 | 315 | | 0,80 | ||
| 2800-0005* | | | | | | | 1,00 |
| 2800-0006 | | | | | 1,25 | ||
| 2800-0077* | | | | | | | 1,40 |
| 2800-0007 | 1,60 | ||||||
| Тип 2 | |||||||
| 2800-0035* | | 300 | 330 | 25 | 1,25 | 8,2 | 1,80 |
| 2800-0036* | | | | | | 2,50 | |
| 2800-0037* | | 350 | 380 | 25 | 1,25 | | 1,80 |
| 2800-0038* | | | | | 2,50 | ||
| 2800-0039* | | 32 | 1,60 | | 2,50 | ||
| 2800-0041* | | | | | 4,00 | ||
| 2800-0085 | | | | | 2,00 | | 2,50 |
| 2800-0086 | | | | | | | 4,00 |
| 2800-0042 | | 400 | 430 | 25 | 1,25 | 2,50 | |
| 2800-0043* | | 32 | 1,60 | ||||
| 2800-0044* | | 4,00 | |||||
| 2800-0087 | | 2,00 | 2,50 | ||||
| 2800-0088 | | 4,00 | |||||
| 2800-0045* | | 40 | |||||
| 2800-0046* | | 6,30 | |||||
| 2800-0047* | | 450 | 485 | 32 | 1,60 | 10,2 | 2,50 |
| 2800-0048* | | 4,00 | |||||
| 2800-0089 | | 2,00 | |||||
| 2800-0091 | | 6,30 | |||||
| 2800-0049* | | 40 | 4,00 | ||||
| 2800-0051 | | 6,30 | |||||
| 2800-0092 | | 45 | |||||
| 2800-0052 | | 500 | 535 | 32 | 1,60 | 2,50 | |
| 2800-0093 | | 2,00 | 4,00 | ||||
| 2800-0094 | | 6,30 | |||||
| 2800-0053 | | 40 | 4,00 | ||||
| 2800-0054 | | 6,30 | |||||
| 2800-0095 | | 50 | |||||
| 2800-0055 | | 600 | 635 | 12,2 | 4,00 | ||
| 2800-0056 | | 6,30 | |||||
| 2800-0057 | | 2,50 | 4,00 | ||||
| 2800-0058 | | 6,30 | |||||
| 2800-0096 | | 700 | 735 | 55 | 4,00 | ||
| 2800-0097 | | 6,30 | |||||
________________
* Размеры полотен соответствуют ИСО 2336-80 (см. приложение 2).
Примечание. Допускается по согласованию с потребителем полотна длиной ![]() 350 и 400 мм изготовлять с диаметром крепежных отверстий
350 и 400 мм изготовлять с диаметром крепежных отверстий ![]() =10,2 мм.
=10,2 мм.
Пример условного обозначения полотна исполнения А, размерами ![]() =400 мм,
=400 мм, ![]() =1,60 мм,
=1,60 мм, ![]() =4,00 мм,
=4,00 мм, ![]() =32 мм:
=32 мм:
Полотно ножовочное 2800-0044 ГОСТ 6645-86
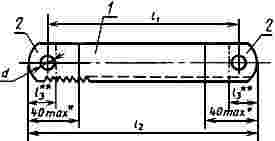
Исполнение В
________________
* Допускается изготовлять полотна с посадочными отверстиями диаметром 6 мм и шириной 25 мм.
Черт.2
Таблица 2
мм
| Обозначение | Применяемость |
|
|
| 2800-0078 | | 0,63 | 0,80 |
| 2800-0079 | | 1,00 | |
| 2800-0101 | | 1,40 | |
| 2800-0081 | | 0,80 | 1,40 |
Пример условного обозначения полотна размерами ![]() =0,63 мм,
=0,63 мм, ![]() =1,00 мм:
=1,00 мм:
Полотно ножовочное 2800-0079 ГОСТ 6645-86
(Измененная редакция, Изм. N 1, 2, 3).
1.3. Геометрические параметры полотен указаны в приложении 1.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Полотна должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Полотна должны изготовляться:
типа 1 - из стальной ленты по ГОСТ 23522, из быстрорежущей стали по ГОСТ 19265, из стали марки Х6ВФ по ГОСТ 5950. Допускается по согласованию с потребителем изготовление из стали марки В2Ф по ГОСТ 5950;
типа 2 - из быстрорежущей стали по ГОСТ 19265. Допускается изготовление из других марок быстрорежущей стали, обеспечивающих стойкость полотен не ниже, чем у изготовленных из стали по ГОСТ 19265.
2.3. Полотна должны быть термически обработаны в соответствии с указаниями на черт.3 и в табл.3.
Вариант 1
Вариант 2

Черт.3
________________
* Допускается 60 мм для полотен с разводкой по всей длине полотна.
** ![]() .
.
Таблица 3
| Зона термообработки | Тип полотна | Твердость | Марка стали | |
| HRC | HRA | |||
| 1 - повышенной твердости | 1 | - | 82-84 | Быстрорежущая, инструментальная |
| 2 | 62-65 | - | Быстрорежущая | |
| 2 - пониженной твердости | 1 | - |
| Быстрорежущая |
| |
| Инструментальная | ||
| 2 |
| - | Быстрорежущая | |
2.4. На поверхностях полотен не должно быть трещин, плен, окалины и коррозии. Допускаются дефекты, глубина или высота которых не превышает норм, установленных для ленты по ГОСТ 23522 или листа по техническим условиям.
2.5. Ножовочные полотна должны иметь одно из следующих покрытий: эмаль НЦ-25 по ГОСТ 5406, НЦ-132 по ГОСТ 6631, Хим.Окс.прм. и другие покрытия, обеспечивающие сохранность и внешний вид поверхности.
2.6. Полотна должны иметь разводку зубьев:
для типа 1:
по полотну (черт.4);
по каждому зубу или через зуб;
по двум смежным зубьям через один неразведенный (черт.5);
для типа 2:
по каждому зубу или через зуб;
по двум смежным через один неразведенный (черт.5).

Черт.4
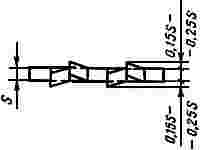
Черт.5
2.7. Разводка полотна должна быть на всей длине полотна или заканчиваться на расстоянии (35±5) мм для полотен типа 2 и 30 мм для полотен типа 1 от торца.
Величина разводки зубьев должна быть 1,25-1,8 толщины полотна для полотен с разводкой по полотну; шаг разводки должен быть равен 8![]() , но не более 8 мм.
, но не более 8 мм.
Для полотен с разводкой по зубу величина разводки зубьев на сторону не должна быть более 0,15-0,25 толщины полотна.
2.8. Предельные отклонения размеров полотна, мм:
| длины | ±2 | |||
| диаметра отверстия | Н14 | |||
| ширины для типа: | | |||
| 1 при | ±1,5 | |||
| 20 мм | ±2 | |||
| 2 при | -1,5 | |||
| св. 400 мм | -2,5 | |||
| шага зубьев для типа: | | |||
| 1 | ±0,45 | |||
| 2 | ±0,2 | |||
2.9. Допуск симметричности осей отверстий относительно оси симметрии ширины полотна для полотен типа 1-1 мм, для полотен типа 2-1,4 мм.
2.10. Допуск прямолинейности боковых сторон полотна в свободном состоянии в продольном направлении на 100 мм длины 0,5 мм для типа 1 и 0,3 мм для типа 2.
2.11. Допуск прямолинейности боковых сторон в поперечном направлении по всей ширине неразведенной части полотна типа 1 не должен превышать для полотен с разводкой по полотну - половины разности величины разводки и толщины полотна, измеренной на неразведенной части, для полотен с разводкой по зубу - величины разводки зуба на сторону.
Допуск прямолинейности в поперечном направлении по всей ширине неразведенной части полотна типа 2 не должен превышать 0,8 значения разводки зуба на сторону.
2.12. Разность по высоте вершин смежных зубьев полотна не должна превышать: 0,1 мм для полотен с шагом зубьев до 1,4 мм; 0,15 мм для полотен с шагом зубьев св. 1,4 мм.
Допускается по согласованию с потребителем для полотен типа 1 с шагом зубьев свыше 1 мм разность по высоте смежных зубьев 0,15 мм.
2.4-2.12. (Измененная редакция, Изм. N 1).
2.13. Допуск прямолинейности линии вершин зубьев полотна, мм:
для полотен типа 1 исполнения А - 1,4;
для остальных полотен:
при ![]() до 350 мм - 1,0;
до 350 мм - 1,0;
при ![]() св. 350 до 600 мм - 1,5;
св. 350 до 600 мм - 1,5;
при ![]() св. 600 мм - 2,5.
св. 600 мм - 2,5.
(Измененная редакция, Изм. N 2).
2.14. Предельные отклонения толщины ножовочного полотна должны:
соответствовать предельному отклонению исходного материала - по верхнему отклонению;
по нижнему отклонению - не превышать предельного отклонения исходного материала для полотен типа 1 - на 0,05 мм, для полотен типа 2 - на 0,1 мм.
(Измененная редакция, Изм. N 1).
2.15. Средний и 95-процентный период стойкости при условиях испытаний, указанных в разд.4, должны быть не менее, мин:
для полотен типа 1:
98 и 42 - из быстрорежущей стали;
60 и 24 - из инструментальной легированной стали;
123 и 64 - для полотен типа 2.
Примечание. Для инструмента, изготовленного из марок быстрорежущей стали с содержанием легирующих элементов меньше чем в стали марки Р6М5, поправочный коэффициент на средний и установленный период стойкости 0,8.
(Измененная редакция, Изм. N 1, 2).
2.16. Критерием затупления полотен является потеря производительности, выраженная временем разрезки заготовки по сечениям, указанным в табл.4, которое не должно превышать, мин:
| для полотен типа 1 | ||||
| из быстрорежущей стали: | ||||
| с шагом зубьев 0,8-1,4 мм | 1,4 | |||
| с шагом зубьев 1,6 мм | 4,0 | |||
| из инструментальной легированной стали: | ||||
| с шагом зубьев 0,8-1,4 мм | 1,6 | |||
| с шагом зубьев 1,6 мм | 5,0 | |||
| для полотен типа 2 | 5,25 | |||
2.17. На каждом полотне должно быть четко нанесено:
товарный знак предприятия-изготовителя;
ширина полотна;
шаг зуба полотна;
марка стали (марку стали 11РЗАМЭФ2 не маркируют).
(Измененная редакция, Изм. N 1, 2).
2.18. (Исключен, Изм. N 2).
2.19. Остальные требования к упаковке, маркировке транспортной и потребительской тары - по ГОСТ 18088.
(Введен дополнительно, Изм. N 1).
3. ПРИЕМКА
3.1. Приемка - по ГОСТ 23726.
(Измененная редакция, Изм. N 2).
3.2. Испытания полотен на средний период стойкости следует проводить один раз в три года не менее чем на 5 полотнах, на 95%-ный период стойкости - один раз в год не менее чем на 5 полотнах.
Испытания полотен должны проводиться на одном типоразмере из каждого типа полотен.
(Измененная редакция, Изм. N 1, 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида осуществляют визуально.
4.2. При контроле параметров полотен следует применять методы и средства контроля, погрешность которых должна быть не более:
значений, указанных в ГОСТ 8.051 - при измерении линейных размеров;
35% значения допуска на проверяемый угол - при измерении углов;
25% значения допуска на проверяемый параметр - при контроле формы и расположения поверхностей.
4.3. Размеры полотен и разность по высоте вершин двух смежных зубьев полотна измеряют до разводки зубьев.
4.4. Твердость полотен измеряют по ГОСТ 9013.
4.5. Полотна типа 1 перед испытаниями на стойкость проверяют на остроту зубьев и упругость:
острота зубьев полотен должна обеспечивать сцепляемость с контрольной пластиной твердостью 56 HRC![]() .
.
Упругость полотен испытывают изгибанием полотен в обе стороны вокруг цилиндра диаметром 250 мм. После испытания полотна не должны иметь трещин и остаточных деформаций, выходящих за значения предельных отклонений, указанных в п.2.10.
4.1-4.5 (Измененная редакция, Изм. N 1).
4.6. Испытания полотен на работоспособность средний и 95%-ный периоды стойкости следует проводить на ножовочных станках, соответствующих установленным для них нормам точности и жесткости, на образцах из стали марки 45 по ГОСТ 1050, твердостью 180...190 НВ.
4.7. Испытания полотен следует проводить в режимах, указанных в табл.4.
Таблица 4
| Шаг зубьев | Число двойных ходов при длине хода 150 мм | Усилие полотна на разрезаемый образец, | Сечение образца, мм |
| 0,8-1,4 | 60 | 60-100 | 10х10*** |
| 1,6 | 20х20 | ||
| 1,8 и выше | 110 | 800(80)** | 80x80 |
| | | | 90 |
________________
* Статическое усилие при расположении разрезаемого образца на середине длины участка испытуемого полотна и кривошипного пальца вверху диска.
** При отключенном шатуне и гидравлическом приводе.
*** Допускается проводить испытания на образцах сечением 12х12 мм. В этом случае испытания на работоспособность проводят при семи резах. Время седьмого реза равно произведению поправочного коэффициента 1,65 на время десятого реза при испытании образца сечением 10х10 мм.
Поправочный коэффициент на критерий затупления равен 1,65.
Примечание. При обратном ходе усилие на полотно не снимается.
4.6-4.7 (Измененная редакция, Изм. N 1, 2).
4.8. При испытаниях полотен типа 2 в качестве смазочно-охлаждающей жидкости следует применять 5%-ный (по массе) раствор эмульсола в воде с расходом 6-8 л/мин.
4.9. Испытания полотен на работоспособность следует проводить при десяти резах, при этом время последнего реза не должно превышать, мин:
для полотен типа 1
из быстрорежущей стали:
0,7 - с шагом зубьев 0,8-1,4 мм;
2,0 - с шагом зубьев 1,6 мм;
из инструментальной легированной стали:
0,8 - с шагом зубьев 0,8-1,4 мм;
2,5 - с шагом зубьев 1,6 мм;
3,5 - для полотен типа 2.
Примечание. Для полотен, изготовленных из быстрорежущей стали с содержанием легирующих элементов меньше чем в стали Р6М5, поправочный коэффициент на время десятого реза равен 1,15.
4.8, 4.9. (Измененная редакция, Изм. N 1).
4.10. После испытаний полотен на работоспособность не должно быть изломов; они должны быть пригодными к дальнейшей работе.
(Введен дополнительно, Изм. N 1).
4.11. Приемочные значения среднего и 95%-ного периодов стойкости должны быть не менее, мин:
для полотен типа 1
115 и 50 - из быстрорежущей стали;
70 и 28 - из инструментальной легированной стали;
145 и 75 - для типа 2.
Примечание. При увеличении ширины разводки до 1,8![]() поправочный коэффициент на время 10 реза и критерий затупления равен 1,15; на средний и установленный периоды стойкости - 1,1.
поправочный коэффициент на время 10 реза и критерий затупления равен 1,15; на средний и установленный периоды стойкости - 1,1.
(Измененная редакция, Изм. N 1, 2).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение полотен - по ГОСТ 18088.
Раздел 5 (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (рекомендуемое). Геометрические параметры зубьев полотен
ПРИЛОЖЕНИЕ 1
Рекомендуемое
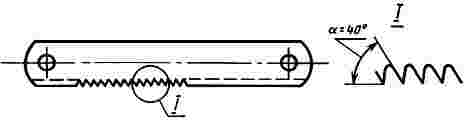
Передний угол ![]() =0°.
=0°.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). Соответствие настоящего стандарта стандарту ИСО 2336-80
ПРИЛОЖЕНИЕ 2
Справочное
Размеры ручных и машинных ножовочных полотен с расположением зубьев с одной стороны полотна и их предельные отклонения, установленные в настоящем стандарте, полностью охватывают номенклатуру размеров ножовочных полотен по стандарту ИСО 2336-80. Размеры ножовочных полотен по стандарту ИСО 2336-80 отмечены в табл.1 настоящего стандарта знаком *.
В настоящем стандарте расширена номенклатура размеров ручных и машинных ножовочных полотен с расположением зубьев с одной стороны, кроме этого в стандарт включены ручные полотна с расположением зубьев с двух сторон.
Дополнительно включены также требования к материалу, термообработке, покрытию полотен, к точностным параметрам полотен, к разводке зубьев, к надежности полотен, к правилам приемки, методам контроля полотен, к маркировке, упаковке, транспортированию и хранению.
Приложение 2 (Введено дополнительно, Изм. N 2).