
ГОСТ 2601-84
Группа B00
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВАРКА МЕТАЛЛОВ
Термины и определения основных понятий
Welding of metals.
Terms and definitions of basic concepts
ОКСТУ 0072
Дата введения 1985-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Академией наук УССР
РАЗРАБОТЧИКИ
А.А.Казимиров, канд. техн. наук (руководитель темы);
И.И. Фрумин, д-р техн. наук; В.И. Балакин, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 29.02.84 № 718
3. Срок проверки - 1995 г.;
периодичность проверки - 10 лет
4. ВЗАМЕН ГОСТ 2601-74, ГОСТ 19232-73
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
|
|
|
6. ПЕРЕИЗДАНИЕ (октябрь 1996 г.) с Изменениями N 1, 2, утвержденными в октябре 1986 г., марте 1992 г., (ИУС 1-87, 6-92)
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сварки металлов.
Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены "Ндп".
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В стандарте в качестве справочных приведены иностранные эквиваленты стандартизованных терминов на немецком (D), английском (Е) и французском (F) языках.
Для отдельных стандартизованных терминов в качестве справочных приведены поясняющие эскизы.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их иностранных эквивалентов.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма - светлым, а недопустимые синонимы - курсивом.
(Измененная редакция, Изм. № 1, 2).
|
|
| |
| 1. Сварка | Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании | |
|
| ||
| 2. Ручная сварка | Сварка, выполняемая человеком с помощью инструмента, получающего энергию от специального источника | |
| 3. Механизированная сварка | Сварка, выполняемая с применением машин и механизмов, управляемых человеком | |
| 4. Автоматическая сварка | Сварка, выполняемая машиной, действующей по заданной программе, без непосредственного участия человека | |
| 5. Сварка плавлением | Сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления | |
| 6. Наплавка | Нанесение посредством сварки плавлением слоя металла на поверхность изделия | |
| 7. Дуговая сварка | Сварка плавлением, при которой нагрев осуществляется электрической дугой | |
| 8. Дуговая сварка плавящимся электродом | Дуговая сварка, выполняемая электродом, который, расплавляясь при сварке, служит присадочным металлом | |
| 9. Дуговая сварка неплавящимся электродом | Дуговая сварка, выполняемая нерасплавляющимся при сварке электродом | |
| 10. Дуговая сварка под флюсом | Дуговая сварка, при которой дуга горит под слоем сварочного флюса | |
| 11. Дуговая сварка в защитном газе | Дуговая сварка, при которой дуга и расплавляемый металл, а в некоторых случаях и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств | |
| 12. Аргонодуговая сварка | Дуговая сварка, при которой в качестве защитного газа используется аргон | |
| 13. Дуговая сварка в углекислом газе | Дуговая сварка, при которой в качестве защитного используется углекислый газ | |
| 14. Подводная дуговая сварка | - | |
| 15. Импульсно-дуговая сварка | Дуговая сварка, при которой дугу дополнительно питают импульсами тока по заданной программе | |
| 16. Ручная дуговая сварка | Дуговая сварка, при которой возбуждение дуги, подача электрода и его перемещение проводятся вручную | |
| 17. Механизированная дуговая сварка | Дуговая сварка, при которой подача плавящегося электрода или присадочного металла, или относительное перемещение дуги и изделия выполняются с помощью механизмов | |
| 18. Автоматическая дуговая сварка | Механизированная дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и относительное перемещение дуги и изделия осуществляются механизмами без непосредственного участия человека, в том числе и по заданной программе | |
| 19. Двухдуговая сварка | Дуговая сварка, при которой нагрев осуществляется одновременно двумя дугами с раздельным питанием их током | |
| 20. Многодуговая сварка | Дуговая сварка, при которой нагрев осуществляется одновременно более чем двумя дугами с раздельным питанием их током | |
| 21. Двухэлектродная сварка | Дуговая сварка, при которой нагрев осуществляется одновременно двумя электродами с общим подводом сварочного тока | |
| 22. Многоэлектродная сварка | Дуговая сварка, при которой нагрев осуществляется одновременно более чем двумя электродами с общим подводом сварочного тока | |
| 23. Дуговая сварка по флюсу | Дуговая сварка, при которой на свариваемые кромки наносится слой флюса, толщина которого меньше дугового промежутка | |
| 24. Точечная дуговая сварка | Дуговая сварка без перемещения электрода в плоскости, перпендикулярной его оси, в виде отдельных точек | |
| 25. Вибродуговая сварка | Дуговая сварка плавящимся электродом, который вибрирует, вследствие чего дуговые разряды чередуются с короткими замыканиями | |
| 26. Сварка лежачим электродом | Дуговая сварка, при которой неподвижный покрытый электрод укладывается вдоль свариваемых кромок, а дуга перемещается по мере расплавления электрода | |
| 27. Сварка наклонным электродом | Дуговая сварка, при которой покрытый электрод располагается наклонно вдоль свариваемых кромок, опираясь на них, и по мере расплавления движется под действием силы тяжести или пружины, а дуга перемещается вдоль шва | |
| 28. Плазменная сварка | Сварка плавлением, при которой нагрев проводится сжатой дугой | |
| 29. Электрошлаковая сварка | Сварка плавлением, при которой для нагрева используется тепло, выделяющееся при прохождении электрического тока через расплавленный шлак | |
| 30. Электронно-лучевая сварка | Сварка плавлением, при которой для нагрева используется энергия ускоренных электронов | |
| 31. Лазерная сварка | Сварка плавлением, при которой для нагрева используется энергия излучения лазера | |
| 32. Газовая сварка | Сварка плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки | |
| 33. Термитная сварка | Сварка, при которой для нагрева используется энергия горения термитной смеси | |
| 34. Сварка с применением давления | - | |
| 35. Наварка | Нанесение слоя металла на поверхность изделия посредством сварки с применением давления | |
| 36. Контактная сварка | Сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока | |
| 37. Стыковая контактная сварка | Контактная сварка, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов | |
| 38. Стыковая сварка оплавлением | Стыковая контактная сварка, при которой нагрев металла сопровождается оплавлением стыкуемых торцов | |
| 39. Стыковая сварка сопротивлением | Стыковая контактная сварка, при которой нагрев металла осуществляется без оплавления стыкуемых торцов | |
| 40. Точечная контактная сварка | Контактная сварка, при которой сварное соединение получается между торцами электродов, передающих усилие сжатия | |
| 41. Рельефная сварка | Контактная сварка, при которой сварное соединение получается на отдельных участках, обусловленных их геометрической формой, в том числе по выступам | |
| 42. Шовная контактная сварка | Контактная сварка, при которой соединение свариваемых частей происходит между вращающимися дисковыми электродами, передающими усилие сжатия | |
| 43. Шовно-стыковая сварка | Контактная сварка с получением стыкового шва вращающимися дисковыми электродами, относительно которых перемещаются детали, собранные с небольшой нахлесткой или встык | |
| 44. Высокочастотная сварка | Сварка с применением давления, при которой нагрев осуществляется токами высокой частоты | |
| 45. Сварка взрывом | Сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей | |
| 46. Магнитно-импульсная сварка | Сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей, вызванного воздействием импульсного магнитного поля | |
| 47. Сварка трением | Сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых частей или инструмента | |
| 48. Сварка давлением | Сварка с применением давления, осуществляемая за счет пластической деформации свариваемых частей при температуре ниже температуры плавления | |
| 49. Печная сварка | Сварка давлением, при которой нагрев проводится в печах или горнах | |
| 50. Кузнечная сварка | Печная сварка, при которой осадка выполняется ударами молота | |
| 51. Сварка прокаткой | Печная сварка, при которой пластическое деформирование осуществляется в прокатных валках | |
| 52. Газопрессовая сварка | Сварка давлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемой с помощью горелки | |
| 53. Диффузионная сварка | Сварка давлением, осуществляемая за счет взаимной диффузии атомов в тонких поверхностных слоях контактирующих частей. | |
| 54. Ультразвуковая сварка | Сварка давлением, осуществляемая при воздействии ультразвуковых колебаний | |
| 55. Холодная сварка | Сварка давлением при значительной пластической деформации без нагрева свариваемых частей внешними источниками тепла | |
| 56. Сварка в контролируемой атмосфере | Сварка, осуществляемая в камере, заполненной газом определенного состава | |
|
| ||
| 57. Сварное соединение | Неразъемное соединение, выполненное сваркой | |
| 58. Стыковое соединение | Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями
| |
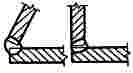
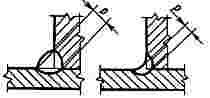
| 59. Угловое соединение | Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев
| |
| 60. Нахлесточное соединение | Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга
| |
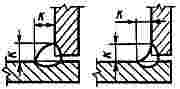
| 61. Тавровое соединение | Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента
| |
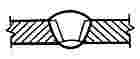
| 62. Торцовое соединение | Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу
| |
| 63. Сварная конструкция | Металлическая конструкция, изготовленная сваркой отдельных деталей | |
| 64. Сварной узел | Часть конструкции, в которой сварены примыкающие друг к другу элементы | |
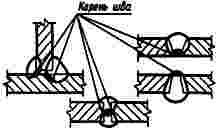
| 65. Сварной шов | Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации | |
| 66. Стыковой шов | Сварной шов стыкового соединения | |
| 67. Угловой шов | Сварной шов углового, нахлесточного или таврового соединений | |
| 68. Точечный шов | Сварной шов, в котором связь между сваренными частями осуществляется сварными точками | |
| 69. Сварная точка | Элемент точечного шва, представляющий собой в плане круг или эллипс | |
| 70. Ядро точки | Зона сварной точки, металл которой подвергался расплавлению | |
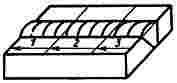
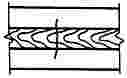
| 71. Непрерывный шов | Сварной шов без промежутков по длине | |
| 72. Прерывистый шов | Сварной шов с промежутками по длине | |
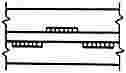
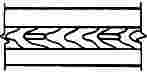
| 73. Цепной прерывистый шов | Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого
| |
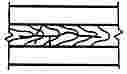
| 74. Шахматный прерывистый шов | Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны
| |
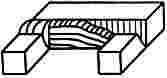
| 75. Многослойный шов |
| |
| 76. Подварочный шов | Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва | |
| 77. Прихватка | Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей | |
| 78. Монтажный шов | Сварной шов, выполняемый при монтаже конструкции | |
| 79. Валик | Металл сварного шва, наплавленный или переплавленный за один проход | |
| 80. Слой сварного шва | Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва | |
| 81. Корень шва | Часть сварного шва, наиболее удаленная от его лицевой поверхности
| |
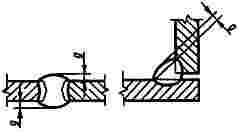
| 82. Выпуклость сварного шва | Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости
| |
| 83. Вогнутость углового шва | Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости
| |
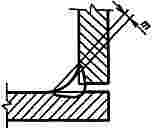
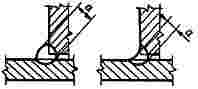
| 84. Толщина углового шва | Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла
| |
| 85. Расчетная высота углового шва | Длина перпендикуляра, опущнного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника
| |
| 86. Катет углового шва | Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части
| |
| 87. Ширина сварного шва | Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением | |
| 88. Коэффициент формы сварного шва | Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине | |
| 89. Механическая неоднородность сварного соединения | Различие механических свойств отдельных участков сварного соединения | |
| 90. Мягкая прослойка сварного соединения | Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков | |
| 91. Твердая прослойка сварного соединения | Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков | |
| 92. Разупрочненный участок сварного соединения | Участок зоны термического влияния, в котором произошло снижение прочности основного металла | |
| 93. Контактное упрочнение мягкой прослойки | Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями | |
|
| ||
| 94. Направление сварки | Направление движения источника тепла вдоль продольной оси сварного соединения | |
| 95. Обратноступенчатая сварка | Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва
| |
| 96. Сварка блоками | Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них
| |
| 97. Сварка каскадом | Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть
| |
| 98. Проход при сварке | Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке | |
| 99. Сварка на проход | Сварка, при которой направление сварки неизменно | |
| 100. Сварка вразброс | Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине | |
| 101. Сварка сверху вниз | Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз | |
| 102. Сварка снизу вверх | Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх | |
| 103. Сварка на спуск | Сварка плавлением в наклонном положении, при которой сварочная ванна перемешается сверху вниз | |
| 104. Сварка на подъем | Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх | |
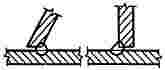
| 105. Сварка углом вперед | Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки | |
| 106. Сварка углом назад | Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки | |
| 107. Сварка на весу | Односторонняя сварка со сквозным проплавлением кромок без использования подкладок | |
| 108. Сварка неповоротных стыков | Сварка по замкнутому контуру во всех пространственных положениях, при которой объект сварки неподвижен | |
| 109. Поддув защитного газа | Подача защитного газа к обратной стороне соединяемых частей для защиты их при сварке от воздействия воздуха | |
| 110. Разделка кромок | Придание кромкам, подлежащим сварке, необходимой формы | |
| 111. Скос кромки | Прямолинейный наклонный срез кромки, подлежащей сварке
| |
| 112. Притупление кромки | Нескошенная часть торца кромки, подлежащей сварке
| |
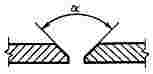
| 113. Угол скоса кромки | Острый угол между плоскостью скоса кромки и плоскостью торца
| |
| 114. Угол разделки кромок | Угол между скошенными кромками свариваемых частей
| |
| 114а. Зазор | Кратчайшее расстояние между кромками собранных для сварки деталей | |
| 115. Основной металл | Металл подвергающихся сварке соединяемых частей | |
| 116. Глубина проплавления | Наибольшая глубина расплавления основного металла в сечении шва или наплавленного валика | |
| 117. Сварочная ванна | Часть металла свариваемого шва, находящаяся при сварке плавлением в жидком состоянии | |
| 118. Кратер | Углубление, образующееся в конце валика под действием давления дуги и объемной усадки металла шва | |
| 119. Присадочный металл | Металл для введения в сварочную ванну в дополнение к расплавленному основному металлу | |
| 120. Наплавленный металл | Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл | |
| 121. Металл шва | Сплав, образованный расплавленным основным и наплавленным металлами или только переплавленным основным металлом | |
| 122. Провар | Сплошная металлическая связь между свариваемыми поверхностями основного металла, слоями и валиками сварного шва | |
| 123. Зона cплавления при сварке | Зона частично оплавившихся зерен на границе основного металла и металла шва | |
| 124. Зона термического влияния при сварке | Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке или наплавке | |
| 125. Сжатая дуга | Дуга, столб которой сжат с помощью сопла плазменной горелки, потока газа или внешнего электромагнитного поля | |
| 126. Дуга прямого действия | Дуга, при которой объект сварки включен в цепь сварочного тока | |
| 127. Дуга косвенного действия | Дуга, при которой объект сварки не включен в цепь сварочного тока | |
| 128. Прямая полярность | Полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки - к положительному | |
| 129. Обратная полярность | Полярность, при которой электрод присоединяется к положительному полюсу источника питания дуги, а объект сварки - к отрицательному | |
| 130. Магнитное дутье | Отклонение дуги в результате действия магнитных полей или ферромагнитных масс при сварке | |
| 131. Осадка при сварке | Операция местной пластической деформации свариваемых частей при сварке с применением давления | |
| 132. Грат при сварке | Металл, выдавленный за счет осадки при сварке | |
| 133. Угар при сварке | Потери металла на испарение и окисление при сварке | |
| 134. Установочная длина свариваемых частей | Длина свариваемых частей, выступающих за зажимные приспособления при стыковой контактной сварке и сварке трением | |
| 135. Свариваемость | По ГОСТ 29273 | |
| 136. Коэффициент расплавления | Коэффициент, выраженный отношением массы электрода, расплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока | |
| 137. Коэффициент наплавки при сварке | Коэффициент, выраженный отношением массы металла, наплавленной за единицу времени горения дуги, отнесенной к единице сварочного тока | |
| 138. Коэффициент потерь при сварке | Коэффициент, выраженный отношением потерь металла при сварке на угар и разбрызгивание к массе расплавленного присадочного металла | |
| 139. Погонная энергия | Энергия, затраченная на единицу длины сварного шва при сварке плавлением | |
|
| ||
| 140. Сварочный пост | Специально оборудованное рабочее место для сварки | |
| 141. Сварочная установка | Установка, состоящая из источника питания, сварочного аппарата или машины для сварки и механизмов относительного перемещения сварочной аппаратуры и изделия | |
| 142. Автомат для дуговой сварки | Аппарат для автоматической дуговой сварки | |
| 143. Полуавтомат для дуговой сварки | Аппарат для механизированной дуговой сварки, включающий горелку и механизм подачи проволоки с ручным перемещением горелки | |
| 144. Сварочная головка | Устройство, осуществляющее подачу сварочной проволоки и поддержание заданного режима сварки. | |
| 145. Мундштук сварочной головки | Часть сварочной головки, предназначенная для направления сварочной проволоки в зону сварки и подвода к ней электрического тока | |
| 146. Трактор для дуговой сварки | Переносной аппарат для дуговой сварки с самоходной тележкой, которая перемещает его вдоль свариваемых кромок по поверхности изделия или переносному пути | |
| 147. Горелка для дуговой сварки | Устройство для дуговой сварки в защитном газе или самозащитной проволокой, обеспечивающее подвод электрического тока к электроду и газа в зону дуги | |
| 148. Сопло горелки для дуговой сварки | Сопло для подвода и направления газа с целью защиты сварочной ванны и электрода от воздействия воздуха | |
| 149. Электрододержатель для дуговой сварки | Приспособление для закрепления электрода и подвода к нему тока | |
| 150. Сварочный выпрямитель | - | |
| 151. Сварочный генератор | - | |
| 152. Сварочный агрегат | Агрегат, состоящий из сварочного генератора и приводного двигателя | |
| 153. Сварочный преобразователь | Сварочный агрегат, в котором приводным двигателем является электрический двигатель | |
| 154. Горелка для газовой сварки | Устройство для газовой сварки с регулируемым смешением газов и созданием направленного сварочного пламени | |
| 155. Инжекторная горелка | Горелка для газовой сварки со встроенным инжектором для подсоса горючего газа струeй кислорода | |
| 156. Безынжекторная горелка | Горелка для газовой сварки, в которой поступление горючего газа и кислорода в смеситель осуществляется под одинаковым давлением | |
| 157. Окислительное сварочное пламя | Сварочное пламя, в средней зоне которого имеется избыток кислорода | |
| 158. Науглероживающее сварочное пламя | Сварочное пламя, в средней зоне которого имеется свободный углерод | |
| 159. Ацетиленовый генератор | Аппарат для получения ацетилена посредством разложения карбида кальция водой | |
| 160. Электролизно-водный генератор | Аппарат для получения водородно-кислородной смеси электролитическим разложением воды | |




| 161. Газ-заменитель | Горючий газ, применяемый при газовой сварке и нагреве вместо ацетилена |
| 162. Механическое оборудование для сварки | Оборудование, предназначенное для установки свариваемых частей в удобное для сварки пространственное положение, перемещения их при сварке, а также для размещения и перемещения сварочного оборудования и сварщиков при выполнении сварочных операций |
| 163. Сварочный вращатель | Устройство для вращения изделий при сварке кольцевых швов и наплавке поверхностей вращения |
| 164. Универсальный сварочный вращатель | Сварочный вращатель для вращения свариваемых изделий с различными углами наклона оси вращения |
| 165. Роликовый сварочный вращатель | Сварочный вращатель, в котором вращение свариваемых изделий обеспечивается приводными роликами |
| 166. Сварочный кантователь | Устройство для установки свариваемых частей в удобное для сварки положение |
| 167. Сварочный кондуктор | Приспособление для сборки и закрепления друг относительно друга свариваемых частей в определенном положении |
| 168. Флюсовый аппарат | Аппарат для подачи или подачи и уборки сварочного флюса |
| 169. Подкладка | Деталь или приспособление, устанавливаемые при сварке плавлением под кромки свариваемых частей |
| 170. Флюсовая подушка | Подкладка в виде приспособления, удерживающего расплавленный металл ванны при помощи флюса |
| 171. Флюсо-медная подкладка | Подкладка из медной пластины, покрытой тонким слоем флюса, обеспечивающая формирование шва, удерживание расплавляемого металла и отвод тепла |
| 172. Сварочная проволока | Проволока для использования в качестве плавящегося электрода либо присадочного металла при сварке плавлением |
| 173. Электродная проволока | Сварочная проволока для использования в качестве плавящегося электрода |
| 174. Присадочная проволока | Сварочная проволока, используемая как присадочный металл и не являющаяся электродом |
| 175. Самозащитная проволока | Электродная проволока, содержащая вещества, которые защищают расплавленный металл от вредного воздействия воздуха при сварке |
| 176. Порошковая проволока | Сварочная проволока, состоящая из металлической оболочки, заполненной порошкообразными веществами |
| 177. Неплавящийся электрод для дуговой сварки | Деталь из электропроводного материала, включаемая в цепь сварочного тока для подвода его к сварочной дуге и не расплавляющаяся при сварке |
| 178. Плавящийся электрод для дуговой сварки | Металлический электрод, включаемый в цепь сварочного тока для подвода его к сварочной дуге, расплавляющийся при сварке и служащий присадочным металлом |
| 179. Покрытый электрод | Плавящийся электрод для дуговой сварки, имеющий на поверхности покрытие, адгезионно связанное с металлом электрода |
| 180. Покрытие электрода | Смесь веществ, нанесенная на электрод для усиления ионизации, защиты от вредного воздействия среды, металлургической обработки сварочной ванны |
| 181. Коэффициент массы покрытия электрода | Коэффициент, выражаемый отношением массы покрытия к массе покрытой части стержня электрода |
| 182. Сварочный флюс | Материал, используемый при сварке для химической очистки соединяемых поверхностей и улучшения качества шва |
| 183. Флюс для дуговой сварки | Сварочный флюс, защищающий дугу и сварочную ванну от вредного воздействия окружающей среды и осуществляющий металлургическую обработку ванны |
| 184. Плавленный сварочный флюс | Флюс для дуговой сварки, полученный сплавлением его составляющих и последующей грануляцией расплава |
| 185.Керамический сварочный флюс | Флюс для дуговой сварки, полученный перемешиванием порошкообразных материалов со связующим веществом, грануляцией и последующей термической обработкой |
|
| |
| 186. Трещина сварного соединения | Дефект сварного соединения в виде разрыва в сварном шве и (или) прилегающих к нему зонах |
| 187. Продольная трещина сварного соединения | Трещина сварного соединения, ориентированная вдоль оси сварного шва
|
| 188. Поперечная трещина сварного соединения | Трещина сварного соединения, ориентированная поперек оси сварного шва
|
| 189. Разветвленная трещина сварного соединения | Трещина сварного соединения, имеющая ответвления в различных направлениях
|
| 190. Микротрещина сварного соединения | Трещина сварного соединения, обнаруженная при пятидесятикратном и более увеличении |
| 191. Усадочная раковина сварного шва | Дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металлом
|
| 192. Вогнутость корня шва | Дефект в виде углубления на поверхности обратной стороны сварного одностороннего шва
|
| 193. Свищ в сварном шве | Дефект в виде воронкообразного углубления в сварном шве
|
| 194. Пора в сварном шве | Дефект сварного шва в виде полости округлой формы, заполненной газом |
| 195. Цепочка пор в сварном шве | Группа пор в сварном шве, расположенных в линию
|
| 196. Непровар | Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва |
| 197. Прожог сварного шва | Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металла сварочной ванны |
| 198. Шлаковое включение сварного шва | Дефект в виде вкрапления шлака в сварном шве |
| 199. Брызги металла | Дефект в виде затвердевших капель на поверхности сварного соединения |
| 200. Поверхностное окисление | Дефект в виде окалины или пленки окислов на поверхности сварного соединения |
| 201. Подрез зоны сплавления | Дефект в виде углубления по линии сплавления сварного шва с основным металлом |
| 202. Наплыв на сварном соединении | Дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним |
| 203. Смещение сваренных кромок | Неправильное положение сваренных кромок друг относительно друга |
(Измененная редакция, Изм. № 1, 2).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ РУССКИХ ТЕРМИНОВ
АЛФАВИТНЫЙ УКАЗАТЕЛЬ РУССКИХ ТЕРМИНОВ
| Автомат | 142 | |||
| Автомат для дуговой сварки | 142 | |||
| Агрегат сварочный | 152 | |||
| Аппарат флюсовый | 168 | |||
| Брызги металла | 199 | |||
| Валик | 79 | |||
| Ванна сварочная | 117 | |||
| Включение газовое | 194 | |||
| Включение сварного шва шлаковое | 198 | |||
| Включение шлаковое | 198 | |||
| Вогнутость корня шва | 192 | |||
| Вогнутость шва | 83 | |||
| Вогнутость углового шва | 83 | |||
| Вращатель роликовый | 165 | |||
| Вращатель сварочный | 163 | |||
| Вращатель сварочный роликовый | 165 | |||
| Вращатель сварочный универсальный | 164 | |||
| Выпуклость шва | 82 | |||
| Выпуклость сварного шва | 82 | |||
| Выпрямитель сварочный | 150 | |||
| Высота углового шва расчетная | 85 | |||
| Высота шва расчетная | 85 | |||
| Газ-заменитель | 161 | |||
| Генератор ацетиленовый | 159 | |||
| Генератор сварочный | 151 | |||
| Генератор электролизно-водный | 160 | |||
| Глубина проплавления | 116 | |||
| Головка сварочная | 144 | |||
| Горелка | 154 | |||
| Горелка безынжекторная | 156 | |||
| Горелка высокого давления | 156 | |||
| Горелка для газовой сварки | 154 | |||
| Горелка для дуговой сварки | 147 | |||
| Горелка инжекторная | 155 | |||
| Горелка низкого давления | 155 | |||
| Грат | 132 | |||
| Грат при сварке | 132 | |||
| Длина свариваемых частей установочная | 134 | |||
| Длина установочная | 134 | |||
| Дуга косвенного действия | 127 | |||
| Дуга прямого действия | 126 | |||
| Дуга сжатая | 125 | |||
| Дутье магнитное | 130 | |||
| Зазор | 114а | |||
| Зона переходная | 124 | |||
| Зона сплавления | 123 | |||
| Зона сплавления при сварке | 123 | |||
| Зона термического влияния | 124 | |||
| Зона термического влияния при сварке | 124 | |||
| Кантователь | 166 | |||
| Кантователь сварочный | 166 | |||
| Катет шва | 86 | |||
| Катет углового шва | 86 | |||
| Кондуктор | 167 | |||
| Кондуктор сварочный | 167 | |||
| Конструкция сварная | 63 | |||
| Корень шва | 81 | |||
| Коэффициент массы покрытия | 181 | |||
| Коэффициент массы покрытия электрода | 181 | |||
| Коэффициент наплавки | 137 | |||
| Коэффициент наплавки при сварке | 137 | |||
| Коэффициент потерь | 138 | |||
| Коэффициент потерь при сварке | 138 | |||
| Коэффициент расплавления | 136 | |||
| Коэффициент формы шва | 88 | |||
| Коэффициент формы сварного шва | 88 | |||
| Кратер | 118 | |||
| Металл наплавленный | 120 | |||
| Металл основной | 115 | |||
| Металл присадочный | 119 | |||
| Металл шва | 121 | |||
| Микротрещина | 190 | |||
| Микротрещина сварного соединения | 190 | |||
| Мундштук сварочной головки | 145 | |||
| Наварка | 35 | |||
| Наплавка | 6 | |||
| Наплыв | 202 | |||
| Наплыв на сварном соединении | 202 | |||
| Направление сварки | 94 | |||
| Неоднородность механическая | 89 | |||
| Неоднородность сварного соединения механическая | 89 | |||
| Непровар | 196 | |||
| Обмазка электрода | 180 | |||
| Оборудование для сварки механическое | 162 | |||
| Окисление поверхностное | 200 | |||
| Окисление сварного соединения поверхностное | 200 | |||
| Осадка | 131 | |||
| Осадка при сварке | 131 | |||
| Ослабление шва | 83 | |||
| Пламя науглероживающее | 158 | |||
| Пламя окислительное | 157 | |||
| Пламя сварочное науглероживающее | 158 | |||
| Пламя сварочное окислительное | 157 | |||
| Поддув защитного газа | 109 | |||
| Подкладка | 169 | |||
| Подкладка флюсо-медная | 171 | |||
| Подрез | 201 | |||
| Подрез зоны сплавления | 201 | |||
| Подушка флюсовая | 170 | |||
| Покрытие | 180 | |||
| Покрытие электрода | 180 | |||
| Полярность обратная | 129 | |||
| Полярность прямая | 128 | |||
| Полуавтомат | 143 | |||
| Полуавтомат для дуговой сварки | 143 | |||
| Пора | 194 | |||
| Пора в сварном шве | 194 | |||
| Пост сварочный | 140 | |||
| Преобразователь сварочный | 153 | |||
| Притупление кромки | 112 | |||
| Прихватка | 77 | |||
| Провар | 122 | |||
| Проволока порошковая | 176 | |||
| Проволока присадочная | 174 | |||
| Проволока самозащитная | 175 | |||
| Проволока сварочная | 172 | |||
| Проволока электродная | 173 | |||
| Прожог | 197 | |||
| Прожог сварного шва | 197 | |||
| Прослойка мягкая | 90 | |||
| Прослойка сварного соединения мягкая | 90 | |||
| Прослойка сварного соединения твердая | 91 | |||
| Прослойка твердая | 91 | |||
| Проход | 98 | |||
| Проход при сварке | 98 | |||
| Разделка кромок | 110 | |||
| Раковина сварного шва усадочная | 191 | |||
| Раковина усадочная | 191 | |||
| Свариваемость | 135 | |||
| Сварка | 1 | |||
| Сварка автоматическая | 4 | |||
| Сварка аргонодуговая | 12 | |||
| Сварка блоками | 96 | |||
| Сварка в защитном газе | 11 | |||
| Сварка в защитном газе дуговая | 11 | |||
| Сварка взрывом | 45 | |||
| Сварка вибродуговая | 25 | |||
| Сварка в контролируемой атмосфере | 56 | |||
| Сварка вразброс | 100 | |||
| Сварка в твердом состоянии | 48 | |||
| Сварка в твердой фазе | 48 | |||
| Сварка в углекислом газе | 13 | |||
| Сварка в углекислом газе дуговая | 13 | |||
| Сварка высокочастотная | 44 | |||
| Сварка газовая | 32 | |||
| Сварка газопрессовая | 52 | |||
| Сварка газоэлектрическая | 11 | |||
| Сварка гравитационная | 27 | |||
| Сварка давлением | 48 | |||
| Сварка двухдуговая | 19 | |||
| Сварка двухэлектродная | 21 | |||
| Сварка диффузионная | 53 | |||
| Сварка дуговая | 7 | |||
| Сварка дуговая автоматическая | 18 | |||
| Сварка дуговая механизированная | 17 | |||
| Сварка дуговая подводная | 14 | |||
| Сварка дуговая полуавтоматическая | 17 | |||
| Сварка дуговая ручная | 16 | |||
| Сварка дуговая точечная | 24 | |||
| Сварка импульсно-дуговая | 15 | |||
| Сварка каскадом | 97 | |||
| Сварка контактная | 36 | |||
| Сварка контактная стыковая | 37 | |||
| Сварка контактная точечная | 40 | |||
| Сварка контактная шовная | 42 | |||
| Сварка кузнечная | 50 | |||
| Сварка лазерная | 31 | |||
| Сварка лежачим электродом | 26 | |||
| Сварка магнитно-импульсная | 46 | |||
| Сварка механизированная | 3 | |||
| Сварка многодуговая | 20 | |||
| Сварка многоэлектродная | 22 | |||
| Сварка на весу | 107 | |||
| Сварка наклонным электродом | 27 | |||
| Сварка на подъем | 104 | |||
| Сварка на проход | 99 | |||
| Сварка на спуск | 103 | |||
| Сварка неплавящимся электродом | 9 | |||
| Сварка неплавящимся электродом дуговая | 9 | |||
| Сварка неповоротных стыков | 108 | |||
| Сварка обратноступенчатая | 95 | |||
| Сварка оплавлением | 38 | |||
| Сварка оплавлением стыковая | 38 | |||
| Сварка печная | 49 | |||
| Сварка плавлением | 5 | |||
| Сварка плавящимся электродом | 8 | |||
| Сварка плавящимся электродом дуговая | 8 | |||
| Сварка плазменная | 28 | |||
| Сварка плазменнодуговая | 28 | |||
| Сварка плазменной дугой | 28 | |||
| Сварка подводная | 14 | |||
| Сварка под водой дуговая | 14 | |||
| Сварка по флюсу | 23 | |||
| Сварка по флюсу дуговая | 23 | |||
| Сварка под флюсом | 10 | |||
| Сварка под флюсом дуговая | 10 | |||
| Сварка прокаткой | 51 | |||
| Сварка расщепленным электродом | 21 | |||
| Сварка рельефная | 41 | |||
| Сварка роликовая | 42 | |||
| Сварка ручная | 2 | |||
| Сварка с применением давления | 34 | |||
| Сварка сверху вниз | 101 | |||
| Сварка сопротивлением | 39 | |||
| Сварка сопротивлением стыковая | 39 | |||
| Сварка стыковая | 37 | |||
| Сварка снизу вверх | 102 | |||
| Сварка термитная | 33 | |||
| Сварка точечная | 40 | |||
| Сварка трением | 47 | |||
| Сварка углом вперед | 105 | |||
| Сварка углом назад | 106 | |||
| Сварка ультразвуковая | 54 | |||
| Сварка холодная | 55 | |||
| Сварка шлаковая | 29 | |||
| Сварка шовная | 42 | |||
| Сварка шовно-стыковая | 43 | |||
| Сварка электронно-лучевая | 30 | |||
| Сварка электрошлаковая | 29 | |||
| Свищ | 193 | |||
| Свищ в сварном шве | 193 | |||
| Скос кромки | 111 | |||
| Слой | 80 | |||
| Слой сварного шва | 80 | |||
| Смещение кромок | 203 | |||
| Смещение сваренных кромок | 203 | |||
| Соединение боковое | 62 | |||
| Соединение впритык | 61 | |||
| Соединение нахлесточное | 60 | |||
| Соединение сварное | 57 | |||
| Соединение стыковое | 58 | |||
| Соединение тавровое | 61 | |||
| Соединение торцовое | 62 | |||
| Соединение угловое | 59 | |||
| Сопло | 148 | |||
| Сопло горелки для дуговой сварки | 148 | |||
| Стек | 202 | |||
| Толщина углового шва | 84 | |||
| Точка сварная | 69 | |||
| Трактор для дуговой сварки | 146 | |||
| Трещина | 186 | |||
| Трещина поперечная | 188 | |||
| Трещина продольная | 187 | |||
| Трещина разветвленная | 189 | |||
| Трещина сварного соединения | 186 | |||
| Трещина сварного соединения поперечная | 188 | |||
| Трещина сварного соединения продольная | 187 | |||
| Трещина сварного соединения разветвленная | 189 | |||
| Угар | 133 | |||
| Угар при сварке | 133 | |||
| Угол разделки | 114 | |||
| Угол разделки кромок | 114 | |||
| Угол скоса | 113 | |||
| Угол скоса кромки | 113 | |||
| Узел сварной | 64 | |||
| Упрочнение контактное | 93 | |||
| Упрочнение мягкой прослойки контактное | 93 | |||
| Усиление шва | 82 | |||
| Установка сварочная | 141 | |||
| Участок разупрочненный | 92 | |||
| Участок сварочного соединения разупрочненный | 92 | |||
| Флюс | 182 | |||
| Флюс для дуговой сварки | 183 | |||
| Флюс керамический | 185 | |||
| Флюс плавленный | 184 | |||
| Флюс сварочный | 182 | |||
| Флюс сварочный керамический | 185 | |||
| Флюс сварочный плавленный | 184 | |||
| Цепочка пор | 195 | |||
| Цепочка пор в сварном шве | 195 | |||
| Ширина шва | 87 | |||
| Ширина сварного шва | 87 | |||
| Шов | 65 | |||
| Шов многослойный | 75 | |||
| Шов монтажный | 78 | |||
| Шов непрерывный | 71 | |||
| Шов подварочный | 76 | |||
| Шов прерывистый | 72 | |||
| Шов прерывистый цепной | 73 | |||
| Шов прерывистый шахматный | 74 | |||
| Шов сварной | 65 | |||
| Шов сплошной | 71 | |||
| Шов стыковой | 66 | |||
| Шов точечный | 68 | |||
| Шов угловой | 67 | |||
| Шов цепной | 73 | |||
| Шов шахматный | 74 | |||
| Электрод для дуговой сварки неплавящийся | 177 | |||
| Электрод для дуговой сварки плавящийся | 178 | |||
| Электрод неплавящийся | 177 | |||
| Электрод плавящийся | 178 | |||
| Электрод покрытый | 179 | |||
| Электрододержатель | 149 | |||
| Электрододержатель для дуговой сварки | 149 | |||
| Энергия погонная | 139 | |||
| Ядро точки | 70 | |||
(Измененная редакция, Изм. № 1)
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА НЕМЕЦКОМ ЯЗЫКЕ
| Abbrand | 133 | |||
| Abbrandverlust | 133 | |||
| Abbrennstumpfschweissen | 38 | |||
| Absatzweises Mehrlagenschweissen | 96 | |||
| Absatzweises Schweissen | 100 | |||
| Abschmelzende Elektrode | 178 | |||
| Abschmelzfaktor | 136 | |||
| Abschmelzkoeffizient | 136 | |||
|
| 113 | |||
|
| 101 | |||
| Aluminothermisches Schweissen | 33 | |||
| Argonarc-Schweissen | 12 | |||
| Argon-Lichtbogenschweissen | 12 | |||
| Aufkohlende Flamme | 158 | |||
| Auftragskoeffizient | 137 | |||
| Auftragsschweissen | 6 | |||
| Auftragsschweissen mit Druck | 35 | |||
|
| 102 | |||
| Automatisches Lichtbogenschweissen | 18 | |||
| Automatisches Schweissen | 4 | |||
| Azetylenentwickler | 159 | |||
| Azetylenerzeuger | 159 | |||
| Baustellenschweissnaht | 78 | |||
| Bergabschweissen | 103 | |||
| Bergaufschweissen | 104 | |||
| Buckelschweissen | 41 | |||
| CO | 13 | |||
| CO | 13 | |||
| Diffusionsschweissen | 2 | |||
| Direktor Lichtbogen | 126 | |||
| Doppellichtbogenschweissen | 19 | |||
| Dreh- und Schwenkvorrichtung | 164 | |||
| Drehvorrichtung | 163 | |||
| Druckschweissen | 48 | |||
| Durchlaufende Naht | 71 | |||
|
| 148 | |||
| Eckstoss | 59 | |||
| Eckverbindung | 59 | |||
| E-Handschweissen | 16 | |||
| ENV-Schweissen | 26 | |||
| Einbrand | 122 | |||
| Einbrandfehler | 196 | |||
| Einbrandkerbe | 201 | |||
| Einbrandtiefe | 116 | |||
|
| 125 | |||
| Eingetragenes Schweissgut | 120 | |||
| Einrichtungschweissen | 99 | |||
|
| 134 | |||
| Elektrodendraht | 173 | |||
| Elektrodenhalter | 149 | |||
| Elektrodenmantel | 180 | |||
|
| 180 | |||
| Elektronenstrahlschweissen | 30 | |||
| Elektroschlackeschweissen | 29 | |||
| Ersatzgas | 161 | |||
| ES-Schweissen | 29 | |||
| Explosionschweissen | 45 | |||
| Fallinahtschweissen | 10 | |||
| Feste Badsicherung | 169 | |||
| Feuerschweissen | 49 | |||
| Flussmittel | 182 | |||
| Fugenvorbereitung | 110 | |||
| Gaseinschluss | 194 | |||
| Gaspore | 194 | |||
| Gaspressschweissen | 52 | |||
| Gasschmelzschweissen | 32 | |||
| Gasschweissen | 32 | |||
| Gegennaht | 76 | |||
| Grandwerkstoff | 115 | |||
| Halbautomat | 143 | |||
| Hammerschweissen | 50 | |||
| Handlichtbogenschweissen | 16 | |||
| Handschweissen | 2 | |||
| Harte Zwischenlage | 9 | |||
| Heftnaht | 77 | |||
| Hochfrequenzschweissen | 44 | |||
| Impulslichtbogenschweissen | 5 | |||
| Indirektor Lichtbogen | 127 | |||
| Infestigte Zone | 92 | |||
| Injektorschweissbrenner | 155 | |||
| Kaltpressschweissen | 55 | |||
| Kaltschweissen | 55 | |||
| Kaltschweissteile | 196 | |||
| Kantapparat | 166 | |||
|
| 111 | |||
| Kantenversatz | 203 | |||
| Kantenvorbereitung | 110 | |||
| Kanter | 166 | |||
| Kaskadenschweissung | 97 | |||
| Kehlnaht | 67 | |||
| Kehlnahtdicke | 84 | |||
|
| 83 | |||
|
| 192 | |||
| Kontakt-und | 145 | |||
| Krater | 19 | |||
| Kupfer-Schweisspulver-Unterlage | 171 | |||
| Lage | 80 | |||
|
| 187 | |||
| Laserschweissen | 31 | |||
| Laserstrahlschweissen | 31 | |||
| Lichtbogenhandschweissen | 16 | |||
| Lichtbogenschweissautomat | 142 | |||
| Lichtbogenschweissbrenner | 147 | |||
| Lichtbogenschweissen | 7 | |||
| Lichtbogenschweissen mit abschmelzender Elektrode | 8 | |||
| Lichtbogenschweissen unter Wasser | 14 | |||
| Lichtbogenschweissen mit vibrierender Elektrode | 25 | |||
| Lichtbogenschweissen von Hand | 16 | |||
| Lichtbogenpunktschweissen | 24 | |||
| Lokale Verfestigung | 93 | |||
| Lunker | 191 | |||
| Magnet-Impuls Schweissen | 46 | |||
| Magnetische Blaswirkung | 130 | |||
| Manuelles Lichtbogenschweissen | 16 | |||
| Manuelles Schweissen | 2 | |||
| Maschinelles Schweissen | 3 | |||
| Mechanische | 89 | |||
| Mechanische | 162 | |||
| Mechanisiertes Lichtbogenschweissen | 17 | |||
| Mechanisiertes Schweissen | 3 | |||
| Mehrdrahtschweissen | 22 | |||
| Mehrfachlichtbogenschweissen | 20 | |||
| Mehrlagennaht | 75 | |||
| Metallspritzer | 199 | |||
| Mikroriss | 190 | |||
| Minuspolung | 128 | |||
| Montageschweissung | 78 | |||
| Nahtbreite | 87 | |||
| Nahtformfaktor | 88 | |||
|
| 84 | |||
| Nahtschenkel | 86 | |||
| Nahtschweissen | 42 | |||
|
| 82 | |||
| Nahtvorbereitung | 110 | |||
| Nahtwurzel | 81 | |||
| Nichtabschmelzende Elektrode | 177 | |||
|
| 127 | |||
| Niederdruckschweissbrenner | 155 | |||
| Normale Polung | 128 | |||
| Oberflache oxydation | 200 | |||
|
| 114 | |||
|
| 157 | |||
| Pilgerschrittschweissen | 95 | |||
| Plasmaschweissen | 28 | |||
| Pluspolung | 129 | |||
| Porengang | 193 | |||
| Porenzeile | 195 | |||
| Pressschweissen | 48 | |||
| Pressstumpfschweissen | 39 | |||
| Pulver | 182 | |||
| Pulver | 183 | |||
| Pulverdraht | 176 | |||
| Pulverkissen | 170 | |||
| Pulverzufuhr- und-absaugvorrichtung | 168 | |||
| Punktschweissen | 40 | |||
| Punktschweissung | 68 | |||
| Querriss | 188 | |||
| Rechnerische Nahtdicke | 85 | |||
| Reibschweissen | 47 | |||
| Reines Schweissgut | 120 | |||
| Relativer Schweissgutverlust | 138 | |||
| Riss | 186 | |||
|
| 176 | |||
| Rollen-Drehvorrichtung | 165 | |||
| Rollennahtschweissen | 42 | |||
| Rollennahtschweissen von | 43 | |||
| Rollennaht-Widerstandsschweissen | 42 | |||
| Saugschweissbrenner | 155 | |||
|
| 86 | |||
| Schlackeeinschluss | 198 | |||
| Schmelzpulver | 184 | |||
| Schmelzschweissen | 5 | |||
|
| 104 | |||
| Schutzgaslichtbogenschweissen | 11 | |||
| Schutzgasschweissen | 11 | |||
| Schutzgaszufuhr von | 109 | |||
| Schwehrkraftschweissen | 27 | |||
| Schweissagregat | 152 | |||
| Schweissanlage | 141 | |||
| Schweissbad | 117 | |||
| Schweissbarkeit | 135 | |||
| Schweissbrenner | 154 | |||
| Schweissbrenner ohne Injektor | 156 | |||
| Schweissdraht | 172 | |||
| Schweisseinheit | 64 | |||
| Schweissen | 1 | |||
| Schweissen in kontrolierter | 56 | |||
| Schweissen in Zwangsposition | 108 | |||
| Schweissen mit abschmelzender Elekrode | 8 | |||
| Schweissen mit Doppelelektrode | 21 | |||
| Schweissen mit Druck | 34 | |||
| Schweissen mit liegen der Elektrode | 26 | |||
| Schweissen mit Mehrfachelektrode | 22 | |||
| Schweissen mit nichtabschmelzender Elektrode | 9 | |||
| Schweissen mit Pulverzugabe | 23 | |||
| Schweissen mit schleppender Brennerstellung | 106 | |||
| Schweissen mit stechender Brennerstellung | 105 | |||
| Schweissen mit Zwillingselektrode | 21 | |||
| Schweissen ohne Unterlage | 107 | |||
| Schweissgang | 98 | |||
| Schweissgenerator | 151 | |||
| Schweissgleichrichter | 150 | |||
| Schweissgrat | 132 | |||
| Schweissgut | 121 | |||
| Schweisskonstruktion | 63 | |||
| Schweisskopf | 144 | |||
| Schweisslinse | 70 | |||
| Schweissnaht | 65 | |||
| Schweissplatz (mit | 140 | |||
| Schweisspulver | 182 | |||
| Schweisspunkt | 69 | |||
| Schweissraupe | 79 | |||
| Schweissrichtung | 94 | |||
| Schweissteil | 64 | |||
| Schweisstraktor | 146 | |||
| Schweisstromquellen | 151 | |||
| Schweissumformer | 153 | |||
| Schweissverbindung | 57 | |||
| Schweisszusatzdraht | 174 | |||
| Selbstschutzdraht | 175 | |||
| Sinterpulver | 185 | |||
| Spalt | 114a | |||
| Spaltbreite | 114a | |||
| Spannvorrichtung | 167 | |||
| Speisequelle | 51 | |||
| Sprengschweissen | 45 | |||
| Spritzer | 199 | |||
| Stauchen | 131 | |||
| Stauchung | 131 | |||
| Stegabstand | 114a | |||
| Stegflanke | 112 | |||
| Stirnstoss | 62 | |||
| Stossnaht | 66 | |||
| Streckenenergie | 139 | |||
| Stumpfnaht | 66 | |||
| Stumpfschweissverbindung | 58 | |||
| Stumpfstoss | 58 | |||
| Symmetrisch unterbrochene Naht | 73 | |||
| Thermitschweissen | 33 | |||
| T-Stoss | 61 | |||
| T-Verbindung | 61 | |||
|
| 60 | |||
|
| 60 | |||
| Ultraschallschweissen | 54 | |||
| Umgekehrte Polung | 129 | |||
|
| 179 | |||
|
| 181 | |||
| Unterbrochene Naht | 72 | |||
| Unterbrochene versetzte Naht | 74 | |||
| Unterpulverlichtbogenschweissen | 10 | |||
| Unterpulverschweissen | 10 | |||
| Unterschienenschweissen | 26 | |||
| Unterwasserschweissen | 14 | |||
| UP-Schweissen | 10 | |||
| Verbrannte Schweissnaht | 197 | |||
| Verzweigter Riss | 189 | |||
| Vollautomatisches Schweissen | 4 | |||
| Walzschweissen | 51 | |||
|
| 124 | |||
| Wasser-Elektrolyse Generator | 160 | |||
| Weiche Zwischenlage | 90 | |||
| Widerstandsschweissen | 36 | |||
| Widerstandsstumpfschweissen | 37 | |||
| Wulst | 202 | |||
| Wurzel | 81 | |||
| Zusammenschmelzzone | 123 | |||
| Zusatzmetall | 119 | |||
| Zusatzwerkstoff | 119 | |||
| Zusatztdraht | 174 | |||
| Zweielektrodenschweissen | 21 | |||
| Zweilichtbogenschweissen | 19 | |||
(Измененная редакция, Изм. № 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
| Acetylene generator | 159 | |||
| Air gap | 114a | |||
| Arc spot welding | 24 | |||
| Arc welding | 7 | |||
| Arc welding flux | 183 | |||
| Arc welding torch | 147 | |||
| Argon-arc welding | 12 | |||
| Automatic arc welding | 18 | |||
| Automatic arc welding machine | 142 | |||
| Automatic welding | 4 | |||
| Backing bar | 169 | |||
| Back-step sequence | 95 | |||
| Back-step welding | 95 | |||
| Base metal | 115 | |||
| Bead | 79 | |||
| Bevel angle | 113 | |||
| Block sequence | 96 | |||
| Blowhole | 194 | |||
| Blowpipe without injector | 156 | |||
| Branched crack | 189 | |||
| Building-up welding | 6 | |||
| Butt joint | 58 | |||
| Butt-seam welding | 43 | |||
| Butt weld | 66 | |||
| Burn-off loss | 133 | |||
| Burn-out | 133 | |||
| Burn-out loss | 133 | |||
| Burn-through | 197 | |||
| Carburizing flame | 158 | |||
| Cascade welding | 97 | |||
| Ceramic agglomerated flux | 185 | |||
| Chain intermittent fillet weld | 73 | |||
| Chain intermittent weld | 73 | |||
| Changing gas | 161 | |||
| Coated electrode | 179 | |||
| Coating mass factor | 181 | |||
| CO | 13 | |||
| Cold pressure welding | 55 | |||
| Cold welding | 55 | |||
| Combined copper-flux backing | 171 | |||
| Complete fusion | 122 | |||
| Constricted arc | 125 | |||
| Consumable electrode | 178 | |||
| Consumable electrode arc welding | 8 | |||
| Continuous weld | 71 | |||
| Corner joint | 59 | |||
| Covered electrode | 179 | |||
| Crack | 186 | |||
| Crater | 118 | |||
| Deposited metal | 120 | |||
| Depth of penetration | 116 | |||
| Design throat thickness | 85 | |||
| Diffusion welding | 53 | |||
| Direction of welding | 94 | |||
| Downhill welding | 101 | |||
| Downward welding (in the inclined position) | 103 | |||
| Driving roller device | 165 | |||
| EHV welding | 26 | |||
| Edge bevelling | 111 | |||
| Edge displacement | 203 | |||
| Edge joint | 62 | |||
| Edge preparation | 110 | |||
| Electrode coating | 180 | |||
| Electrode holder | 149 | |||
| Electrode wire | 173 | |||
| Electron beam welding | 30 | |||
| Electroslag welding | 29 | |||
| Explosion welding | 45 | |||
| Filler metal | 119 | |||
| Filler wire | 174 | |||
| Fillet weld | 59, 67 | |||
| Fillet weld concavity | 83 | |||
| Fillet weld leg | 86 | |||
| Fillet weld throat thickness | 84 | |||
| Firecracker welding | 26 | |||
| Fixed molten pool support | 169 | |||
| Fixture | 167 | |||
| Flange joint | 62 | |||
| Flash | 132 | |||
| Flash butt welding | 38 | |||
| Flux apparatus | 168 | |||
| Flux backing | 170 | |||
| Flux cored electrode (wire) | 176 | |||
| Flux cushion | 170 | |||
| Forse welding | 50 | |||
| Friction welding | 47 | |||
| Fused flux | 184 | |||
| Fusion coefficient | 136 | |||
| Fusion welding | 5 | |||
| Fusion zone | 123 | |||
| Gap | 114a | |||
| Gas pore | 194 | |||
| Gas-shielded arc welding | 11 | |||
| Gas torch | 154 | |||
| Gas welding | 32 | |||
| Gravity welding | 27 | |||
| Groove angle | 114 | |||
| Hammer welding | 50 | |||
| Hand arc welding | 16 | |||
| Hand welding | 2 | |||
| Hard interlayer | 91 | |||
| Heat affected zone | 124 | |||
| Heat input | 139 | |||
| High frequency welding | 44 | |||
| Initial extension | 134 | |||
| Injector blowpipe | 155 | |||
| Injector torch | 155 | |||
| Intermittent weld | 72 | |||
| Interrupted weld | 72 | |||
| Jig | 167 | |||
| Lack of fusion | 196 | |||
| Lap joint | 60 | |||
| Laser beam welding | 31 | |||
| Laser welding | 31 | |||
| Layer | 80 | |||
| Linear porosity | 195 | |||
| Local strengthening | 93 | |||
| Longitudinal crack | 197 | |||
| Low-pressure torch (blowpipe) | 155 | |||
| Magnetic arc blow | 130 | |||
| Magnetic-pulse welding | 46 | |||
| MAG-welding | 8 | |||
| Manipulator | 63 | |||
| Manual arc welding | 16 | |||
| Manual welding | 2 | |||
| Machinery for welding | 162 | |||
| Mechanical heterogeneity | 89 | |||
| Mechanized arc welding | 17 | |||
| Mechanized welding | 3 | |||
| Metal deposit factor | 137 | |||
| Micro-crack | 190 | |||
| MIG-welding | 8 | |||
| Multi-arc welding | 20 | |||
| Multi-electrode welding | 22 | |||
| Multi-pass weld | 75 | |||
| Multi-run weld | 75 | |||
| Non-consumable electrode | 177 | |||
| Non-consumable electrode arc welding | 9 | |||
| Non-transferred arc | 127 | |||
| Nozzle | 145 | |||
| One direction welding | 99 | |||
| Orbital welding | 108 | |||
| Overlap | 202 | |||
| Overlap joint | 60 | |||
| Overlaying | 6 | |||
| Oxidizing flame | 157 | |||
| Parent metal | 115 | |||
| Pass | 98 | |||
| Plasma-arc welding | 28 | |||
| Point welding | 41 | |||
| Position pipe-welding | 108 | |||
| Pressure gas welding | 52 | |||
| Pressure welding | 48 | |||
| Pressure welding torch | 156 | |||
| Pressure welding with furnace heating | 49 | |||
| Projection welding | 41 | |||
| Pulsed arc welding | 15 | |||
| Relative loss of filler metal during deposition | 138 | |||
| Resistance welding | 36 | |||
| Resistance butt welding | 37, 39 | |||
| Resistance-seam welding | 42 | |||
| Resistance-spot welding | 40 | |||
| Reversed polarity | 129 | |||
| Roll welding | 51 | |||
| Root concavity | 192 | |||
| Root face | 112 | |||
| Root opening | 114а | |||
| Run | 98 | |||
| Sealing bead | 75 | |||
| Seam welding | 42 | |||
| Self-shielding wire | 175 | |||
| Semi-automatic arc welding machine | 143 | |||
| Semi-submerged arc welding | 23 | |||
| Shrinkage cavity | 191 | |||
| Site weld | 78 | |||
| Skip welding | 100 | |||
| Slag inclusion | 198 | |||
| Soft interlayer | 90 | |||
| Spatters | 199 | |||
| Sport weld | 68 | |||
| Sport weld nugget | 70 | |||
| Staggered intermittent weld | 74 | |||
| Step-back welding | 95 | |||
| Straight polarity | 128 | |||
| Submerged arc welding | 10 | |||
| Surface oxidation | 200 | |||
| Surfacing | 6 | |||
| Tack weld | 77 | |||
| T-joint | 61 | |||
| Tee joint | 61 | |||
| Thermit welding | 33 | |||
| TIG-welding | 9 | |||
| Transferred arc | 126 | |||
| Transverse crack | 188 | |||
| Twin-arc welding | 19 | |||
| Two-electrode welding | 21 | |||
| Ultrasonic welding | 54 | |||
| Undercut | 201 | |||
| Underwater arc welding | 14 | |||
| Uninterrupted weld | 71 | |||
| Uphill welding | 102 | |||
| Upset metal | 132 | |||
| Upsetting | 131 | |||
| Upset welding | 39 | |||
| Upward welding (in the inclined position) | 104 | |||
| Versatile welding rotator | 164 | |||
| Vibrating elecrode arc welding | 25 | |||
| Water electrolytic generator | 160 | |||
| Weakened zone | 92 | |||
| Weld | 65 | |||
| Weldabulity | 135 | |||
| Weld bead | 79 | |||
| Weld convexity | 82 | |||
| Welded assembly | 64 | |||
| Welded structure | 63 | |||
| Welded joint | 57 | |||
| Weld geometry factor | 87 | |||
| Welding | 1 | |||
| Welding bath | 117 | |||
| Welding converter | 153 | |||
| Welding flux | 182 | |||
| Welding generator | 151 | |||
| Welding head | 144 | |||
| Welding machine | 141 | |||
| Welding-on with pressure | 35 | |||
| Welding pool | 117 | |||
| Welding puddle | 117 | |||
| Welding rectifier | 150 | |||
| Welding set | 152 | |||
| Welding station | 140 | |||
| Welding filter | 166 | |||
| Welding torch nozzle | 148 | |||
| Welding tractor | 146 | |||
| Welding under controlled atmosphere | 56 | |||
| Welding wire | 172 | |||
| Welding with electrode inclined under acute angle | 105 | |||
| Welding with electrode inclined under obtuse angle | 106 | |||
| Welding without backing | 107 | |||
| Welding with pressure | 34 | |||
| Weld metal | 121 | |||
| Weld nugget | 70 | |||
| Weld point | 69 | |||
| Weld reinforcement | 82 | |||
| Weld root | 81 | |||
| Weld root gas shielding | 109 | |||
| Weld shape factor | 87 | |||
| Weld spot | 69 | |||
| Weld width | 88 | |||
| Worm-hole | 193 | |||
(Измененная редакция, Изм. № 1).
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА ФРАНЦУЗСКОМ ЯЗЫКЕ
| Angle d'ouverture | 114 | |||
| Angle du chanfrein (de chanfreinage) | 113 | |||
| Arc | 125 | |||
| Arc | 125 | |||
| Arc non | 127 | |||
| Arc | 126 | |||
| Assemblage | 60 | |||
| Assemblage en bout | 58 | |||
| Assemblage en T | 61 | |||
| Assemblage | 57, 64 | |||
| Bain de fusion | 117 | |||
| Bain de soudage | 117 | |||
| Bavure | 132 | |||
| Buse | 145 | |||
| Buse de chalumeau (de torche) | 148 | |||
| Caniveau | 201 | |||
|
| 195 | |||
| Chalumeau | 155 | |||
| Chalumeau | 154 | |||
| Chalumeau | 156 | |||
| Chalumeau | 155 | |||
| Chalumeau (torche) de soudage | 147 | |||
| Chalumeau sans injecteur | 156 | |||
| Chanfrein | 111 | |||
| Chanfreinage | 110 | |||
| Coefficient de | 137 | |||
| Coefficient de fusion | 136 | |||
| Coefficient de perte en | 138 | |||
|
| 192 | |||
|
| 83 | |||
| Construction | 63 | |||
| Convertisseur de soudage | 153 | |||
| Cordon | 79 | |||
| Cordon | 76 | |||
| Cordon support | 76 | |||
|
| 86 | |||
| Couche | 80 | |||
| Couche | 90 | |||
| Couche | 91 | |||
|
| 118 | |||
| Culbuteur de soudage | 166 | |||
|
| 202 | |||
|
| 203 | |||
|
| 6 | |||
| Direction de la soudure | 94 | |||
| Dispositif d' | 168 | |||
| Dispositif de fixation | 167 | |||
| Eclaboussures | 199 | |||
| Ecartment des bords | 114a | |||
| Electrode consumable | 178 | |||
| Electrode | 179 | |||
| Electrode non consumable | 177 | |||
| Energie | 139 | |||
| Enrobage de | 180 | |||
| Ensemble | 64 | |||
| Epaisseur | 84 | |||
| Epaisseur d'une soudure en angle | 84 | |||
| Epaisseur nominale de la soudure | 85 | |||
| Equipement | 162 | |||
| Facteur de masse du | 181 | |||
| Facteur | 87 | |||
| Fil (baguette) | 172 | |||
| Fil d'apport (de soudure) | 174 | |||
| Fil- | 173 | |||
| Fil- | 175 | |||
| Fil | 176 | |||
| Fil pour soudage | 172 | |||
| Fissure | 186 | |||
| Fissure longitudinale | 187 | |||
| Fissure | 189 | |||
| Fissure transversale | 188 | |||
| Flamme carburante | 158 | |||
| Flamme oxydante | 157 | |||
| Flux | 185 | |||
| Flux | 185 | |||
| Flux de soudage | 182 | |||
| Flux fondu en poudre | 184 | |||
| Flux pour le soudage | 183 | |||
| Fusion | 122 | |||
| Gaz de remplacement | 161 | |||
|
| 159 | |||
|
| 160 | |||
|
| 151 | |||
| Groupe | 152 | |||
|
| 89 | |||
| Inclusion du laitier | 198 | |||
| Joint | 62 | |||
| Joint | 60 | |||
| Joint d'angle | 59 | |||
| Joint des plaques | 62 | |||
| Joint en bout | 58 | |||
| Joint en T | 61 | |||
| Joint | 57 | |||
| Largeur de la soudure | 88 | |||
| Latte | 169 | |||
| Latte en cuivre et en flux | 171 | |||
| Lentille de soudure | 70 | |||
| Longueur bors-mors | 134 | |||
| Machine | 141 | |||
| Machine automatique de soudage | 142 | |||
| Machine semi-automatique de soudage | 143 | |||
| Manipulateur | 165 | |||
| Manipulateur de soudage | 163 | |||
| Manipulateur iniversel de soudage | 164 | |||
| Manque de | 196 | |||
|
| 112 | |||
|
| 119 | |||
|
| 115 | |||
|
| 121 | |||
|
| 120 | |||
|
| 132 | |||
| Microfissure | 190 | |||
| Monture | 167 | |||
| Morsure | 201 | |||
| Noyau de soudure | 70 | |||
| Oxydation superficielle | 200 | |||
| Passe | 98 | |||
| Perte de soudure | 133 | |||
| Point de soudure | 69 | |||
| Point | 69 | |||
|
| 129 | |||
|
| 128 | |||
|
| 194 | |||
| Porte- | 149 | |||
| Positionneur | 163 | |||
| Poste de soudage | 140 | |||
|
| 110 | |||
|
| 12 | |||
| Profondeur de | 116 | |||
| Protection par gaz de la racine de soudure | 109 | |||
| Racine de la soudure | 81 | |||
| Raffermissement locale | 93 | |||
| Rechargement | 6 | |||
| Rechargement avec pression | 35 | |||
| Redresseur de soudage | 150 | |||
|
| 131 | |||
| Retassure | 191 | |||
|
| 180 | |||
| Sens de la soudure | 94 | |||
|
| 135 | |||
| Soudage | 1 | |||
| Soudage | 20 | |||
| Soudage | 15 | |||
| Soudage | 19 | |||
| Soudage | 21 | |||
| Soudage | 19 | |||
| Soudage | 55 | |||
| Soudage | 44 | |||
| Soudage | 32 | |||
| Soudage | 50 | |||
| Soudage | 42 | |||
| Soudage | 43 | |||
| Soudage | 7 | |||
| Soudage | 8 | |||
| Soudage | 9 | |||
| Soudage | 25 | |||
| Soudage | 16 | |||
| Soudage | 12 | |||
| Soudage | 10 | |||
| Soudage | 14 | |||
| Soudage | 11 | |||
| Soudage | 12 | |||
| Soudage aluminothermique | 33 | |||
| Soudage | 95 | |||
| Soudage ascendant | 102 | |||
| Soudage au galet | 42 | |||
| Soudage au gatel par | 43 | |||
| Soudage au laser | 31 | |||
| Soudage au plasma | 28 | |||
| Soudage au plasma d'arc ( | 28 | |||
| Soudage | 32 | |||
| Soudage | 52 | |||
| Soudage automatique | 4 | |||
| Soudage automatique | 18 | |||
| Soudage aux galets | 51 | |||
| Soudage avec addition de flux | 23 | |||
| Soudage avec | 26 | |||
| Soudage avec | 106 | |||
| Soudage avec | 105 | |||
| Soudage avec | 22 | |||
| Soudage avec pression | 34 | |||
| Soudage CO | 13 | |||
| Soudage dans un sens | 99 | |||
| Soudage descendant | 101 | |||
| Soudage descendant (en position | 103 | |||
| Soudage des joints fixes | 108 | |||
| Soudage | 29 | |||
| Soudage en | 56 | |||
| Soudage en bout par | 37, 39 | |||
| Soudage en cascade | 97 | |||
| Soudage | 100 | |||
| Soudage MAG | 8 | |||
| Soudage manuel | 2 | |||
| Soudage | 3 | |||
|
| 17 | |||
| Soudage MIG | 8 | |||
| Soudage montant | 102 | |||
| Soudage montant (en position | 104 | |||
| Soudage orbital | 108 | |||
| Soudage par blocs successifs | 96 | |||
| Soudage par bombardement | 30 | |||
| Soudage par bossages | 41 | |||
| Soudage par diffusion | 53 | |||
| Soudage par | 38 | |||
| Soudage par faisceau | 30 | |||
| Soudage par faisceau laser | 31 | |||
| Soudage par forgeage | 50 | |||
| Soudage par friction | 47 | |||
| Soudage par fusion | 5 | |||
| Soudage par gradin inverse | 96 | |||
| Soudage par | 27 | |||
| Soudage par explosion | 45 | |||
| Soudage par impulsions | 15 | |||
| Soudage par points | 40 | |||
| Soudage par points | 24 | |||
| Soudage par pression | 48 | |||
| Soudage par pression au four | 49 | |||
| Soudage par pulsations | 46 | |||
| Soudage par | 36 | |||
| Soudage par resistance | 42 | |||
| Soudage par ultrasons | 54 | |||
| Soudage sans support | 107 | |||
| Soudage souse laitier | 29 | |||
| Soudage TIG | 9 | |||
| Soudure | 57, 65 | |||
| Soudure | 75 | |||
| Soudure | 75 | |||
| Soudure bout | 66 | |||
| Soudure | 197 | |||
| Soudure continue | 71 | |||
| Soudure d'angle | 67 | |||
| Soudure de montage | 78 | |||
| Soudure de pointage | 77 | |||
| Soudure discontinue | 72 | |||
| Soudure discontinue | 74 | |||
| Soudure discontinue | 73 | |||
| Soudure en bout | 66 | |||
| Soudure en corniche | 59 | |||
| Soudure en plusieurs passes | 75 | |||
| Soudure intermittente | 72 | |||
| Soudure par points | 68 | |||
| Soufflage | 130 | |||
| Soufflure vermiculaire | 193 | |||
| Support | 169 | |||
| Support de flux | 170 | |||
|
| 82 | |||
| Talon | 112 | |||
|
| 144 | |||
| Tracteur de soudage | 146 | |||
| Zone affaiblie | 92 | |||
| Zone de liaison | 123 | |||
| Zone | 124 | |||
| Zone thermiquement | 124 | |||
(Измененная редакция, Изм. № 1)