
ГОСТ 17040-80
Группа Г02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕМЕНТЫ ШТАМПУЕМЫХ ДЕТАЛЕЙ
Конструкция и размеры
Stamping part elements. Construction and dimensions
Дата введения 1981-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.05.80 N 2161
2. Срок первой проверки -1992 г.
Периодичность проверки - 5 лет
3. ВЗАМЕН ГОСТ 17040-71
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 859-78 | 2.2 |
| ГОСТ 2789-73 | 2.2 |
| ГОСТ 4784-74 | 2.2 |
| ГОСТ 11069-74 | 2.2 |
| ГОСТ 14957-76 | 2.2 |
| ГОСТ 15527-70 | 2.2 |
| ГОСТ 18175-78 | 2.2 |
| ГОСТ 19807-74 | 2.2 |
5. ПЕРЕИЗДАНИЕ (июль 1990 г.) с Изменениями N 1, 2, утвержденными в мае 1983 г., марте 1988 г. (ИУС 8-83, 6-88)
1. Настоящий стандарт распространяется на типовые элементы (сгиб, отбортовка, выдавка, борт) для придания жесткости штампуемым деталям из листа цветных сплавов толщиной ![]() 4 мм с допускаемым утонением материала при штамповке не более 20%.
4 мм с допускаемым утонением материала при штамповке не более 20%.
Стандарт устанавливает конструкцию и размеры следующих типовых элементов штампуемых деталей табл.1а.
Термины и определения элементов даны в приложении 1.
Таблица 1а
| Наименование | Номер элемента (первая цифра в условном обозначении) | Тип элемента (вторая цифра в условном обозначении) |
| Сгиб | | |
| Отбортовка: | 1 | |
| тип 1 - нормальная | | 1 |
| тип 2 - под углом 60° | | 2 |
| тип 3 - тарельчатая | | 3 |
| Выдавка: | | |
| глухая отбортовка | 2 | |
| Рифт: | 3 | |
| тип 1 - с полукруглым сечением с округленной законцовкой | | 1 |
| тип 2 - с полукруглым сечением с прямой законцовкой | | 2 |
| тип 3 - с трапециевидным сечением | | 3 |
| Борт: | 4 | |
| тип 1 - выпуклый | | 1 |
| тип 2 - вогнутый | | 2" |
(Измененная редакция, Изм. N 1).
2. СГИБ
2. СГИБ
2 1. (Исключен, Изм. N 1).
2.2. Минимально допустимый радиус сгиба ![]() при свободной гибке листового материала толщиной
при свободной гибке листового материала толщиной ![]() 4 мм, получаемый за одну операцию штамповки, подсчитывают по формуле
4 мм, получаемый за одну операцию штамповки, подсчитывают по формуле
![]() , (1)
, (1)
где ![]() - коэффициент сгиба, зависящий от марки и состояния поставки материала и определяемый для сплавов:
- коэффициент сгиба, зависящий от марки и состояния поставки материала и определяемый для сплавов:
алюминиевых по табл.1,
титановых по табл.2,
магниевых по табл.3,
медных по табл.4;
![]() - поправочный коэффициент, зависящий от угла сгиба и определяемый по табл.5;
- поправочный коэффициент, зависящий от угла сгиба и определяемый по табл.5;
![]() - толщина материала, мм.
- толщина материала, мм.
Схема сгиба указана на черт.1.
Таблица 1
| Марка материала | Состояние материала | Состояние кромок, подвергаемых гибке | Коэффициент сгиба |
| А0, А7 по ГОСТ 11069-74 | Отожженный | Зачищенные | 0,5 |
| Нагартованный | 1,0 | ||
| АД1 | Отожженный | 0,5 | |
| Нагартованный | 1,0 | ||
| АМц | Отожженный | 0,5 | |
| Полунагартованный | 1,5 | ||
| Нагартованный | 4,0 | ||
| АМг2 | Отожженный | 1,0 | |
| Нагартованный | 2,0 | ||
| АМг3 | Отожженный | 1,0 | |
| Полунагартованный | 2,0 | ||
| АМг5,* | Отожженный | 2,0 | |
| АК4-1 | Холоднокатаный и отожженный при | 1,0 | |
| Д1 | Отожженный | 1,0 | |
| Естественно состаренный | 2,5 | ||
| Д16*, | Отожженный | 1,0 | |
| Свежезакаленный | 1,5 | ||
| Естественно состаренный | 2,5 | ||
| В95 | Отожженный | 1,5 | |
| Свежезакаленный | 2,0 | ||
| 1915 | Отожженный с охлаждением на воздухе | 1,5 | |
| АД1 | Отожженный | Незачищенные | 0,5 |
| АМц | Отожженный | 0,5 | |
| Д16*, | Отожженный | 3,0 | |
| Свежезакаленный | 4,0 | ||
| Естественно состаренный | 5,0 | ||
| АМг2, АМг3 | Отожженный | 3,0 | |
| АК4-1 | Отожженный | 3,0 | |
| В95 | Отожженный | 4,0 | |
| 1420 | Закаленный в воде с правкой (поставка). | Зачищенные | 3,0 |
| То же, с перезакалкой | 2,0 | ||
| 1201** | Отожженный | 1,0 |
___________
* Значения коэффициентов сгиба ![]() даны:
даны:
по материалу марки Д16 - для деталей, исключающих постановку их на изделие в состоянии Т1;
по материалу марки 1420 - для деталей, подвергающихся последующей закалке;
по материалам марок АМг5, АМг6, 1420 - при условии снятия по кромке нагартованного слоя (после раскроя) фрезерованием или при наличии смягчающей термообработки.
** Марка материала регламентирована в отраслевой документации.
Параметр шероховатости поверхности зачищенных кромок для АМг5 и АМг6 - ![]() 40 мкм, для остальных материалов -
40 мкм, для остальных материалов - ![]() 20 мкм, при условии отсутствия смягчающей термообработки после раскроя на ножницах (в штампе).
20 мкм, при условии отсутствия смягчающей термообработки после раскроя на ножницах (в штампе).
Черт.1
Сгиб
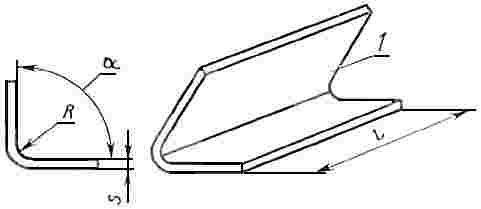
1 - кромка в зоне сгиба материала
Черт.1
Таблица 2
| Марка материала по ГОСТ 19807-74 | Состояние материала | Состояние кромок, подвергаемых гибке | Коэффициент сгиба | |||||
| вхолодную | с нагревом | |||||||
| при толщине заготовки | ||||||||
| | до 1,0 | св. 1,0 до 3,0 | св. 3,0 | до 1,0 | cв. 1,0 до 3,0 | cв. 3,0 до 4,0 | ||
| ВТ1-00, ВТ1-0 | Отожженный | Зачищенные | 1,5 | 2,0 | 3,0 | - | - | - |
| 0Т4-0 | 2,0 | 2,5 | 1,5 | 2,0 | ||||
| 0Т4-1 | 2.5 | 3,0 | 4,0 | 1,5 | 2,0 | |||
| 0Т4 | 3,0 | 3,5 | 4,5 | 2,0 | 2,5 | 2,5 | ||
| ВТ6С | 3,0 | 3,5 | 4,0 | |||||
| ВТ14 | 4,0 | 5,0 | 6,0 | 2,0 | 3,0 | 3,5 | ||
| ВТ5-1 | ||||||||
| ВТ20 | 5,0 | 7,0 | 9,0 | 3,0 | 3,5 | 4,0 | ||
Параметр шероховатости поверхности зачищенных кромок - ![]() 40 мкм по ГОСТ 2789-73.
40 мкм по ГОСТ 2789-73.
Таблица 3
| Марка материала по ГОСТ 14957-76 | Состояние материала | Состояние кромок, подвергаемых гибке | Коэффициент сгиба | |
| вхолодную | с нагревом | |||
| МА1 | Отожженный | Зачищенные | 7,0 | 2,5 |
| МА8 | Отожженный | 6,0 | 2,0 | |
| Полунагартованный | 13,0 | 3,5 | ||
| МА2-1, | Отожженный | 7,0 | 3,0 | |
| МА15 | Отожженный | 6,0 | 2,0 | |
| МА20 | Отожженный | 3,0 | 1,5 | |
Параметр шероховатости поверхности зачищенных кромок - ![]() 40 мкм по ГОСТ 2789-73.
40 мкм по ГОСТ 2789-73.
Таблица 4
| Марка материала | Состояние материала | Состояние кромок, подвергаемых гибке | Коэффициент сгиба |
| M1; M2; М3 по ГОСТ 859-78 | Мягкий | Зачищенные | 0,3 |
| Твердый | 2,0 | ||
| Л90 по ГОСТ 15527-70 | Мягкий | 0,2 | |
| Л63; Л68 по ГОСТ 15527-70 | Мягкий | 0,3 | |
| Полутвердый, твердый | 0,8 | ||
| ЛС 59-1 по ГОСТ 15527-70 | Мягкий | 1,0 | |
| Твердый | 2,0 | ||
| БрКМц3-1 по ГОСТ 18175-78 | Мягкий | 0,8 | |
| Твердый | 1,5 | ||
| БрБ2 по ГОСТ 18175-78 | Мягкий | 1,0 | |
| Твердый | 2,4 |
Параметр шероховатости поверхности зачищенных кромок - ![]() 40 мкм по ГОСТ 2789-73.
40 мкм по ГОСТ 2789-73.
Таблица 5
| Материал | Поправочный коэффициент | ||||||
| при угле сгиба | |||||||
| 30° | 45° | 60° | 90° | 105° | 120° | 150° | |
| Алюминиевые и титановые сплавы | 1,15 | 1,10 | 1,05 | 0,95 | - | ||
| Магниевые сплавы | 1,30 | 1,20 | 1,10 | 1,00 | 0,90 | 0,80 | |
| Медь и медные сплавы | 1,63 | 1,45 | 1,36 | - | 0,90 | ||
(Измененная редакция, Изм. N 1, 2).
3. ОТБОРТОВКА
3.1. (Исключен, Изм. N 1).
3.2. Для деталей из алюминиевых, магниевых и титановых сплавов устанавливаются следующие типы отбортовок:
тип 1 - нормальная; тип 2 - под углом 60°; тип 3 - тарельчатая.
(Измененная редакция, Изм. N 2).
3.3. Конструкция и размеры отбортовок должны соответствовать:
нормальная - черт.2 и табл.6;
под углом 60° - черт.3 и табл.7;
тарельчатая - черт.4 и табл.8.
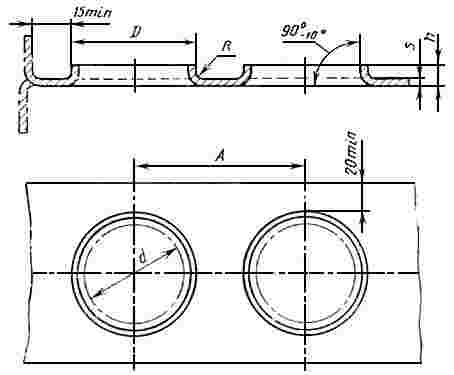
В чертежах 2, 3, 4 и таблицах 6, 7, 8 d - диаметр отверстия до отбортовки.
Черт.2
Отбортовка типа 1
Черт.2
Таблица 6
мм
|
|
|
|
|
|
|
| 5 | 3,5 | | | 1,0 | 15 |
| 6 | 4,5 | | | | |
| 8 | 5,5 | | | 1,5 | 20 |
| 10 | 7,5 | 0,5 | 0,5 | ||
| 12 | 9,0 | | | | |
| | | | | 2,0 | 22 |
| | 1,0 | 2,5 | 3,0 | 30 | |
| 16 | 12,0 | 1,2 | 3,0 | | |
| | | 1,5 | 3,5 | 3,5 | 20 |
| | | 0,5 | 1,0 | | |
| | 1,0 | 2,5 | 3,0 | 40 | |
| 20 | 15,0 | 1,2 | 3,0 | 3,5 | |
| | | 1,5 | 3,5 | | 30 |
| | 0,5; 0,6; | 3,0 | 4,0 | 40 | |
| 25 | 20,0 | 1,2; 1,5 | 4,0 | 4,5 | |
| | | 0,5; 0,6; | 3,0 | 4,0 | 45 |
| 30 | 25,0 | 1,2; 1,5 | 4,0 | 4,5 | |
| | | 0,5; 0,6; | 3,0 | 4,0 | 50 |
| 35 | 30,0 | 1,2; 1,5 | 4,0 | 4,5 | |
| | 0,5; 0,6; | 3,0 | 4,0 | 55 | |
| 40 | 35,0 | 1,2; 1,5 | 4,0 | 4,5 | |
| | | 0,5; 0,6; | 3,0 | 4,0 | 60 |
| 45 | 40,0 | 1,2; 1,5 | 4,0 | 4,5 | |
| | | 0,5 | | | |
| | 0,6; 0,8; 1,0 | 3,0 | 5,5 | 70 | |
| 53 | 45,0 | 1,2; 1,5; | 6,0 | 7,0 | 75 |
| | | 0,5 | | | |
| 58 | 50,0 | 0,6; 0,8; 1,0 | 3,0 | 5,5 | 75 |
| | | 1,2; 1,5 | 6 | 7,0 | 80 |
| | | 0,5 | | | |
| 63 | 55,0 | 0,6; 0,8; 1,0 | 3 | 5,5 | 85 |
| | | 1,2; 1,5; | 6 | 7,0 | 90 |
| | | 0,5; 0,6; | 3 | 6,5 | |
| 70 | 60,0 | 0,8; 1,0 | 4 | 7,0 | 90 |
| | | 1,2; 1,5; | 6 | 8,0 | 95 |
| | | 0,5; 0,6 | 3 | 6,5 | |
| 75 | 65,0 | 0,8; 1,0 | 4 | 7,0 | 95 |