
ГОСТ 9726-89
(СТ СЭВ 5939-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ С КРЕСТОВЫМ СТОЛОМ
Терминология. Основные размеры. Нормы точности и жесткости
Vertical milling machines with compound table.
Terminology. Basic dimensions. Standards of accuracy and rigidity
ОКП 38 1612
Срок действия с 01.01.91
до 01.01.2001*
_______________________________
* Ограничение срока действия снято по протоколу N 7-95
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11, 1995 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Ю.А.Архипов; С.С.Кедров, канд. техн. наук; Н.П.Семченкова; Л.С.Столбов, канд. техн. наук; В.Л.Косовский, канд. техн. наук; С.А.Саванов; М.И.Коваль, канд. техн. наук; Е.С.Михайлов; В.И.Сорокин; А.М.Титов; Г.А.Игонин, канд. техн. наук; В.В.Климовский; В.Н.Алексеев
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.07.89 N 2340
3. Срок проверки - 2000 г., периодичность проверки - 10 лет
4. Стандарт соответствует СТ СЭВ 5939-87 в части основных размеров
5. Стандарт соответствует международному стандарту ИСО 1984-82 (по определяющим показателям)
6. Взамен ГОСТ 9191-83, ГОСТ 9726-83 и ГОСТ 21610-82 (в части фрезерных вертикальных станков с крестовым столом)
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на которые дана ссылка | Номер пункта |
| ГОСТ 8-82 | 3.1 |
| ГОСТ 6569-75 | 2.1 |
| ГОСТ 6636-69 | 2.2, 2.3, 2.4, 2.6, 4.5 |
| ГОСТ 7035-75 | 5.1 |
| ГОСТ 8032-84 | 3.4 |
| ГОСТ 22267-76 | 3.4.1-3.4.10, 3.4.12-3.4.15, 4.4 |
| ГОСТ 23597-79 | 2.1 |
| ГОСТ 24644-81 | 2.1 |
| ГОСТ 25443-82 | 4.1 |
| ГОСТ 25889.1-83 | 4.8 |
| ГОСТ 25889.2-83 | 4.5 |
| ГОСТ 25889.3-83 | 4.6, 4.8 |
| ГОСТ 25889.4-86 | 4.8 |
| ГОСТ 27218-87 | 2.1 |
| ГОСТ 27491-87 | 2.1 |
| ГОСТ 27843-88 | 3.4.16 |
Настоящий стандарт распространяется на фрезерные вертикальные станки с крестовым столом общего назначения классов точности Н, П и В, в том числе на станки с копировальным устройством, с программным управлением, многоцелевые фрезерно-расточные станки и гибкие производственные модули на их базе, изготавливаемые для нужд народного хозяйства и на экспорт.
Стандарт не распространяется на специальные и специализированные станки.
1. ТЕРМИНОЛОГИЯ
1. ТЕРМИНОЛОГИЯ
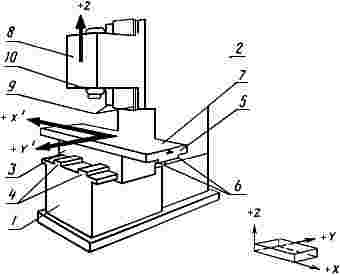
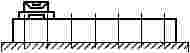
1 - станина; 2 - стойка; 3 - салазки; 4 - направляющие салазок; 5 - стол; 6 - направляющие стола;
7 - рабочая поверхность стола; 8 - шпиндельная бабка; 9 - направляющие шпиндельной бабки;
10 - передний конец шпинделя
Черт.1
2. ОСНОВНЫЕ РАЗМЕРЫ
2.1. Основные и присоединительные размеры станков должны соответствовать указанным на черт.2 и в табл.1.
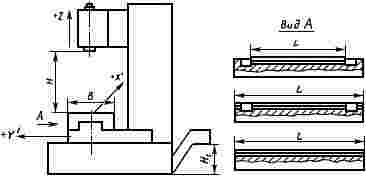
Черт.2
Примечание. Черт.1 и 2 не определяют конструкции станков.
Таблица 1
Размеры в мм
| Размеры рабочей поверхности стола | Ширина | 250 | 320 | 400 | 500 | 630 | 800 | 1000 |
| Длина | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | |
| Наибольшее перемещение по координатам, не менее |
| Равно длине | ||||||
| |
| 250 | 320 | 400 | 500 | 630 | 800 | 1000 |
|
| 280 | 380 | 480 | 560 | 650 | 750 | 850 | |
| (275) | (350) | (430) | (530) | (625) | (775) | (875) | ||
| | 250* | 320* | 400* | 400* | 500* | 630* | 800* | |
| Наибольшее расстояние | 400 | 500 | 600 | 710 | 800 | 900 | 1000 | |
| (375) | (450) | (530) | (630) | (750) | | |||
| 450* | 500* | 560* | 630* | 710* | 800* | 1000* | ||
| Т-образные пазы по ГОСТ 6569 | Ширина | 12; 14 | 14; 18 | 18; 22 | 22; 28 | |||
| Расстояние между пазами | 40; 63; (80); 50 | 50; 63; (80) | 50; 80; (100) | 63; 100; (80) | 100; 125; (160) | 100; 160; (125) | 100; 200 | |
| Конец шпинделя по ГОСТ 24644 с конусностью 7:24 | 30; 40 | 40; 50 | 50; 60 | |||||
| Высота | 560* | 750* | ||||||
| Число автоматически сменяемых столов-спутников для ГПМ, не менее | 2 | |||||||
| Число управляемых осей координат, не менее | 3 | |||||||
| Число одновременно управляемых осей координат, не менее | 2 | |||||||
________________
* Размеры для гибких производственных модулей.
Примечание. Размеры, указанные в скобках, для нового проектирования не применять.
Обозначение и положительное направление осей координат - по ГОСТ 23597.
Основные и присоединительные размеры столов-спутников - по ГОСТ 27218.
Неуказанные основные размеры для гибких производственных модулей - по ГОСТ 27491.
2.2. Длину рабочей поверхности стола допускается увеличивать по ряду Ra 20 по ГОСТ 6636.
2.3. Наибольшее перемещение по координатам ![]() ,
, ![]() ,
, ![]() и наибольшее расстояние
и наибольшее расстояние ![]() допускается увеличивать по ряду Ra 40 по ГОСТ 6636.
допускается увеличивать по ряду Ra 40 по ГОСТ 6636.
2.4. Наибольшее перемещение по координате ![]() допускается уменьшать по ряду Ra 40 по ГОСТ 6636, но не более чем в 1,25 раза по сравнению с указанным в табл.1 с
допускается уменьшать по ряду Ra 40 по ГОСТ 6636, но не более чем в 1,25 раза по сравнению с указанным в табл.1 с ![]() 2.
2.
2.5. Перемещение по координате ![]() должно быть симметричным относительно оси шпинделя с допускаемым отклонением до 0,06 В.
должно быть симметричным относительно оси шпинделя с допускаемым отклонением до 0,06 В.
2.6. В станках с копировальным устройством длину рабочей поверхности стола допускается увеличивать, а наибольшее перемещение по координате ![]() уменьшать по ряду Ra 10 по ГОСТ 6636, но не более чем в 2 раза по сравнению с указанными в табл.1 и п.2.2.
уменьшать по ряду Ra 10 по ГОСТ 6636, но не более чем в 2 раза по сравнению с указанными в табл.1 и п.2.2.
3. ТОЧНОСТЬ СТАНКА
3.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
3.2. Методы проверки точности станков, указанные в настоящем стандарте как предпочтительные, следует применять в качестве обязательных в случае возникновения разногласий между изготовителем и потребителем в оценке качества станков.
3.3. Подвижные рабочие органы, не перемещаемые при проведении проверок, закрепляют в соответствии с нормативно-технической документацией на станок.
3.4. Нормы точности станков не должны превышать значений, указанных в пп.3.4.1-3.4.18.
Для станков класса точности В показатели точности с допусками, ужесточенными в 1,26-1,6 раза по сравнению с допусками класса точности П, устанавливают по согласованию между изготовителем и потребителем.
Нормы точности шпинделей угловых головок не должны превышать значений, указанных в пп.3.4.12-3.4.15 более чем в 1,6 раза для соответствующего класса. При пересчетах значения допусков следует округлять до ближайшего значения по ряду R 10 ГОСТ 8032.
3.4.1. Прямолинейность рабочей поверхности стола, стола-спутника
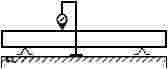
Черт.3
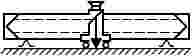
Черт.4
Черт.5
Черт.6
Таблица 2
| Длина измерения, мм | Допуск, мкм, для станков классов точности | |
| Н | П | |
| 250 | 12 | 8 |
| Св. 250 до 400 | 16 | 10 |
| 400 " 630 | 20 | 12 |
| 630 " 1000 | 25 | 16 |
| " 1000 " 1600 | 30 | 20 |
| " 1600 " 2500 | 40 | 25 |
| " 2500 " 4000 | 50 | 30 |
Примечания:
1. Для столов с длиной до 1600 мм и столов-спутников выпуклость не допускается, для столов с длиной свыше 1600 мм выпуклость допускается не более ![]() от допуска по табл.2.
от допуска по табл.2.
2. Для копировальных станков допуск распространяется на часть рабочей поверхности стола, предназначенной для базирования обрабатываемых деталей.
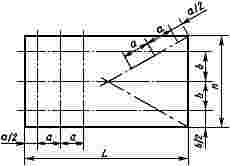
Измерение - по ГОСТ 22267 (разд.4, предпочтительно методы 3, 4 или 6), черт.3-5. Рекомендуемое расположение сечений и точек измерения по черт.6.
Стол устанавливают в среднее положение в продольном и попоперечном направлениях. Измерения выполняют в трех продольных и трех поперечных сечениях (среднем и двух крайних) и двух диагональных.
Допускается для столов с соотношением ![]() свыше 2 измерения в диагональных сечениях не производить.
свыше 2 измерения в диагональных сечениях не производить.
Расстояние между точками измерения равно ![]() , но не менее 100 мм;
, но не менее 100 мм; ![]() .
.
Для станков с длиной рабочей поверхности стола свыше 1000 мм поперечные сечения должны быть расположены на расстоянии 2![]() . Количество сечений должно быть не менее трех.
. Количество сечений должно быть не менее трех.
При необходимости выбора другого расположения сечений или точек измерения из-за расположения Т-образных пазов и каналов для отвода смазочно-охлаждающей жидкости, расположение их указывают в нормативно-технической документации станка.
3.4.2. Постоянство углового положения рабочей поверхности стола при его перемещении:
а) в продольном направлении;
б) в поперечном направлении
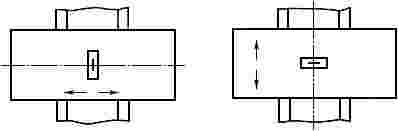
Черт.7
Таблица 3
| Длина перемещения, мм | Допуск, мм/м (угловые секунды), для станков классов точности | |
| Н | П | |
| 400 | 0,02 (4) | 0,012 (2,5) |
| Св. 400 до 1600 | 0,03 (6) | 0,02 (4) |
| 1600 " 2500 | 0,04 (8) | 0,025 (5) |
Измерение - по ГОСТ 22267 (разд.13, предпочтительно метод 1), черт.7.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению рабочего перемещения.
На рабочей поверхности стола в средней его части перпендикулярно направлению перемещения устанавливают уровень.
Стол перемещают на всю длину хода.
Расстояние между точками измерения не должно превышать 0,2 длины хода стола.
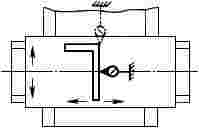
3.4.3. Прямолинейность и параллельность траектории продольного и поперечного перемещений стола относительно его рабочей поверхности
Черт.8
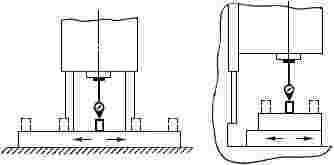
Черт.9
Таблица 4
| Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
| Н | П | |
| 250 | 12 | 8 |
| Св. 250 до 400 | 16 | 10 |
| 400 " 630 | 20 | 12 |
| 630 " 1000 | 25 | 16 |
| " 1000 " 1600 | 30 | 20 |
| " 1600 " 2500 | 40 | 25 |
Измерение - по ГОСТ 22267 (разд.6, предпочтительно методы 1а или 1б), черт.8 и 9.
Измерение проводят в среднем сечении стола.
Наконечник измерительного прибора в продольном и поперечном направлениях располагают по оси шпинделя.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению его перемещения.
Стол перемещают на всю длину хода.
Допуски прямолинейности и параллельности рабочей поверхности стола траектории его перемещения при измерении по методу 1б (черт.9) принимают с увеличением в 1,6 раза от значений, указанных в табл.4.
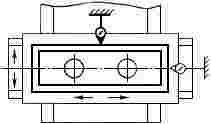
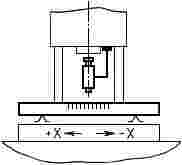
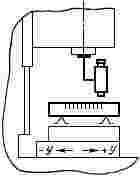
3.4.4. Прямолинейность траектории перемещения стола в продольном и поперечном направлениях в горизонтальной плоскости
Черт.10
Черт.11
Таблица 5
| Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
| | Н | П |
| До 250 | 8 | 5 |
| Св. 250 до 400 | 10 | 6 |
| 400 " 630 | 12 | 8 |
| 630 " 1000 | 16 | 10 |
| " 1000 " 1600 | 20 | 12 |
| " 1600 " 2500 | 25 | 16 |
Измерение - по ГОСТ 22267 (разд.3, предпочтительно методы 1б или 3), черт.10 или 11.
При перемещении стола свыше 1600 мм допускается проводить измерение с помощью специальной линейки.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению его перемещения.
Наконечник измерительного прибора в направлении проверяемого перемещения располагают по оси шпинделя.
Поверочную линейку или струну устанавливают в середине стола и выверяют параллельно направлению перемещения стола.
Стол перемещают на всю длину хода.
3.4.5. Постоянство расстояния между траекторией продольного перемещения стола и боковой поверхностью направляющего паза (контрольной кромки)
Черт.12
Таблица 6
| Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
| Н | П | |
| До 630 | 20 | 12 |
| Св. 630 до 1000 | 25 | 16 |
| 1000 " 1600 | 30 | 20 |
| 1600 " 2500 | 40 | 25 |
Измерение - по ГОСТ 22267 (разд.24, предпочтительно метод 2), черт.12.
Стол устанавливают в среднее положение в поперечном направлении.
Стол перемещают на всю длину продольного перемещения, но не более длины паза.
Измерение проводят по обеим боковым сторонам направляющего паза стола.
Допускается между столом и измерительным прибором располагать плоско параллельную концевую меру длины (плитку).
3.4.6. Перпендикулярность направления поперечного перемещения стола к направлению его продольного перемещения
Черт.13
Допуск в мкм на длине перемещения 300 мм для станков классов точности:
| Н | 20 |
| П | 12 |
Измерение - по ГОСТ 22267 (разд.8, предпочтительно метод 1), черт.13.
Стол в продольном направлении устанавливают в среднее положение.
Поверочный угольник (раму) измерительной гранью располагают посередине рабочей поверхности стола.
Наконечник измерительного прибора в направлении проверяемого перемещения стола располагают по оси шпинделя.
Направления перемещений стола по обеим координатам при выверке поверочного угольника и при выполнении измерений принимают одинаковыми.
3.4.7. Перпендикулярность направления поперечного перемещения стола направлению его продольного перемещения при обходе контура прямоугольной рамки (рекомендуемая)
Черт.14
Таблица 7
| Поперечное перемещение, мм | Допуск, мкм, для станков классов точности | ||
| наибольшее | контролируемое | Н | П |
| До 250 | 125 | 16 | 10 |
| Св. 250 до 400 | 160 | 20 | 12 |
| 400 " 630 | 200 | 25 | 16 |
| 630 " 1000 | 250 | 30 | 20 |
Измерение - по ГОСТ 22267 (разд.8, предпочтительно метод 1), черт.14.
Стол в продольном направлении устанавливают в положение, смещенное от среднего, поочередно в обе стороны на величину равную ![]() его продольного хода, но не более 400 мм.
его продольного хода, но не более 400 мм.
Наконечник измерительного прибора в направлении проверяемого перемещения стола располагают по оси шпинделя.
Направления перемещения стола при установке в продольном направлении и при измерении должны соответствовать направлениям перемещений по схеме обработки изделия.
3.4.8. Прямолинейность траектории продольного и поперечного перемещений стола в вертикальной плоскости (рекомендуемая)
Черт.15
Таблица 8
| Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
| Н | П | |
| 250 | 8 | 5 |
| Св. 250 до 400 | 10 | 6 |
| 400 " 630 | 12 | 8 |
| 630 " 1000 | 16 | 10 |
| " 1000 " 1600 | 20 | 12 |
| " 1600 " 2500 | 25 | 16 |
Измерение - по ГОСТ 22267 (разд.3, предпочтительно метод 1б), черт.15.
При перемещении стола св. 1600 мм используют специальную линейку.
Стол устанавливают в среднее положение в направлении, перпендикулярном направлению его перемещения.
Наконечник измерительного прибора в направлении проверяемого перемещения располагают по оси шпинделя.
Поверочную линейку или специальную линейку устанавливают в середине стола и выверяют параллельно направлению перемещения стола.
Стол перемещают на всю длину.
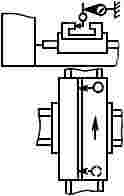
3.4.9. Перпендикулярность оси вращения шпинделя к рабочей поверхности стола в плоскостях, параллельной и перпендикулярной к продольному перемещению стола
Черт.16
Таблица 9
| Ширина стола, мм | Длина измерения | Допуск, мкм, для станков классов точности | |
| | | Н | П |
| До 630 | 300 | 16 | 12 |
| Св. 630 | 500 | 25 | 20 |
| В плоскости, перпендикулярной к продольному перемещению стола | |||
Измерение - по ГОСТ 22267 (разд.10, предпочтительно метод 1), черт.16.
Стол устанавливают в среднее положение в продольном и поперечном направлениях.
Поверочную линейку устанавливают в середине стола.
Шпиндельную бабку устанавливают в среднее положение.
Для станков с поворотной шпиндельной бабкой измерение проводят только в плоскости, перпендикулярной к продольному перемещению стола.
Допускается проводить измерения перпендикулярности оси вращения шпинделя к направлению перемещения стола - по ГОСТ 22267 (разд.9, предпочтительно метод 3).
Поверочную линейку в направлении, перпендикулярном проверяемому, устанавливают по оси шпинделя по ГОСТ 22267 (разд.3, метод 1а).
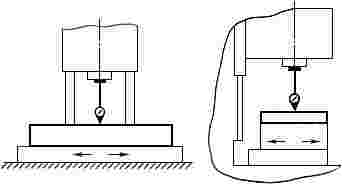
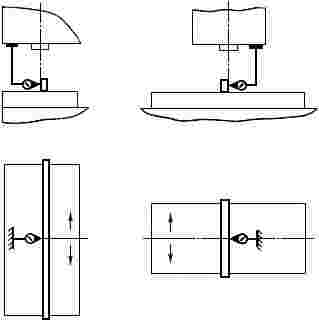
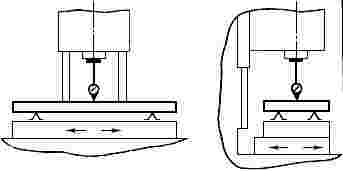
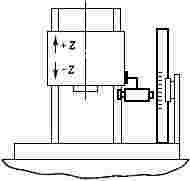
3.4.10. Прямолинейность и перпендикулярность траектории вертикального перемещения шпиндельной бабки к рабочей поверхности стола в продольном и поперечном направлениях
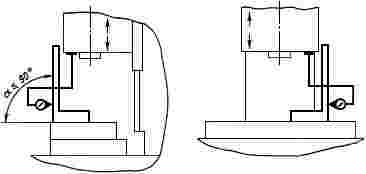
Черт.17
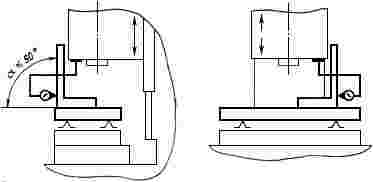
Черт.18
Таблица 10
| Длина перемещения, мм | Допуск, мкм, для станков классов точности | |
| Н | П | |
| Св. 250 до 400 | 20 | 12 |
| 400 " 630 | 25 | 16 |
| 630 " 1000 | 30 | 20 |
Измерение - по ГОСТ 22267 (разд.9, предпочтительно метод 1а), черт.17.
Стол устанавливают в среднее положение в продольном и поперечном направлениях.
Поверочный угольник в направлении, перпендикулярном проверяемому, располагают по оси шпинделя.
Шпиндельную бабку перемещают на всю длину хода без остановки и закрепления.
Измерения проводят в двух взаимноперпендикулярных вертикальных плоскостях, параллельных продольному и поперечному перемещениям стола.
Допускается проводить измерения прямолинейности и перпендикулярности траектории перемещения шпиндельной бабки к направлению перемещения стола по ГОСТ 22267 (разд.8, предпочтительно методы 2 или 3), черт.18.
Поверочный угольник с линейкой в направлении, перпендикулярном проверяемому, располагают по оси шпинделя. Допускается устанавливать два поверочных угольника с линейками на одинаковом минимальном расстоянии от поперечной плоскости, проходящей через ось шпинделя. В этом случае отклонение определяют как наибольшую алгебраическую разность алгебраических полусумм одновременно фиксируемых показаний обоих измерительных приборов.
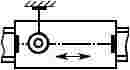
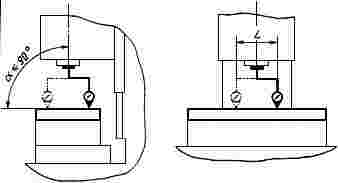
3.4.11. Параллельность плоскости поворота шпиндельной бабки относительно направления продольного перемещения стола (для станков с поворотной шпиндельной бабкой)
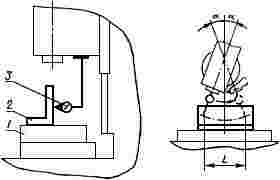
Черт.19
Допуск в мкм на длине перемещения ![]() 300 мм для станков классов точности:
300 мм для станков классов точности:
| Н | 20 |
| П | 12 |
Стол 1 (черт.19) устанавливают в среднее положение в продольном и поперечном направлениях.
Шпиндельную бабку устанавливают в среднее положение в направлении вертикального перемещения.
Поверочный угольник 2 устанавливают в продольном направлении в средней части стола со средним пазом и выверяют параллельно направлению продольного перемещения стола. Шпиндельную бабку поворачивают на угол 2![]() так, чтобы наконечник измерительного прибора 3 касался измерительной поверхности угольника в двух точках, расположенных на длине 300 мм.
так, чтобы наконечник измерительного прибора 3 касался измерительной поверхности угольника в двух точках, расположенных на длине 300 мм.
Отклонение от параллельности равно алгебраической разности показаний измерительного прибора в двух точках на заданной длине измерения.
3.4.12. Осевое биение шпинделя
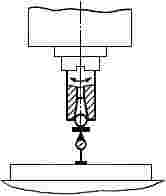
Черт.20
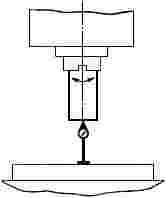
Черт.21
Таблица 11
| Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков классов точности | |
| | Н | П |
| 65 | 8 | 5 |
| Св. 65 до 100 | 10 | 6 |
| 100 " 160 | 12 | 8 |
Измерение - по ГОСТ 22267 (разд.17, предпочтительно метод 1), черт.20 или 21.
3.4.13. Торцовое биение опорного торца шпинделя (для станков с базированием фрез по торцовой поверхности)
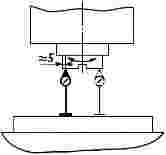
Черт.22
Таблица 12
| Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков классов точности | |
| | Н | П |
| 65 | 12 | 8 |
| Св. 65 до 100 | 16 | 10 |
| 100 " 160 | 20 | 12 |
Измерение - по ГОСТ 22267 (разд.18), черт.22.
3.4.14. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по наружной центрирующей поверхности)
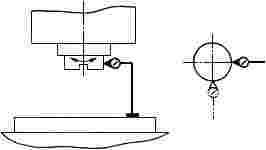
Черт.23
Таблица 13
| Диаметр наружной центрирующей поверхности шпинделя, мм | Допуск, мкм, для станков классов точности | |
| Н | П | |
| До 100 | 8 | 6 |
| Св. 100 до 160 | 10 | 8 |
Измерение - по ГОСТ 22267 (разд.15, предпочтительно метод 1), черт.23.
3.4.15. Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии ![]()
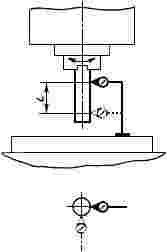
Черт.24
Таблица 14
| Диаметр наружной центрирующей поверхности шпинделя, мм | Номер пункта |
| Допуск, мкм, для станков классов точности | |
| | Н | П | ||
| До 100 | 3.4.15а | - | 8 | 6 |
| 3.4.15б | 150 | 12 | 10 | |
| Св. 100 до 160 | 3.4.15а | - | 10 | 8 |
| 3.4.15б | 300 | 20 | 16 | |
Измерение - по ГОСТ 22267 (разд.15, предпочтительно метод 2), черт.24.
3.4.16. Точность линейного позиционирования стола и бабки (для станков с программным управлением):
а) точность одностороннего позиционирования ![]() и
и ![]() (табл.15);
(табл.15);
б) повторяемость одностороннего позиционирования ![]() и
и ![]() (табл.16);
(табл.16);
в) точность двустороннего позиционирования А (табл.17)
г) повторяемость двустороннего позиционирования ![]() (табл.18);
(табл.18);
д) максимальная зона нечувствительности ![]() (табл.19); (подпункты в, г вводятся в действие с 01.07.91)
(табл.19); (подпункты в, г вводятся в действие с 01.07.91)
Черт.25
Черт.26
Черт.27
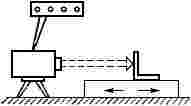
Черт.28
Таблица 15
| Длина перемещения, мм | Допуск ( | |
| | Н | П |
| До 125 | 25 | 16 |
| Св. 125 до 400 | 30 | 20 |
| 400 " 1000 | 40 | 25 |
| " 1000 " 2500 | 50 | 30 |
Таблица 16
| Ширина стола, мм | Допуск ( | |
| Н | П | |
| До 400 | 12 | 10 |
| Св. 400 до 630 | 16 | 12 |
| 630 " 1000 | 20 | 16 |
Таблица 17
| Длина перемещения, мм | Допуск (А), мкм, для станков классов точности | |
| | Н | П |
| До 125 | 30 | 20 |
| Св. 125 до 400 | 40 | 25 |
| 400 " 1000 | 50 | 30 |
| " 1000 " 2500 | 80 | 50 |
Таблица 18
| Ширина стола, мм | Допуск ( | |
| | Н | П |
| До 400 | 16 | 12 |
| Св. 400 до 630 | 20 | 16 |