
ГОСТ 3120-75
Группа В79
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАТЫ СТАЛЬНЫЕ АВИАЦИОННЫЕ
Метод предварительной вытяжки
Steel wire rofes for aircraft. The tecnigie of preelongation
ОКП 12 0900
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
К.Г.Залялютдинов, Н.А.Галкина, В.Д.Егоров, Е.С.Чугунова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 23.12.75 N 3982
3. ВЗАМЕН ГОСТ 3120-46
4. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
5. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменением N 1, утвержденным в октябре 1987 г. (ИУС 1-88)
Настоящий стандарт распространяется на стальные авиационные канаты, применяемые в системах управления самолетом, и устанавливает метод предварительной вытяжки перед их эксплуатацией.
1. ОБОРУДОВАНИЕ
1. ОБОРУДОВАНИЕ
1.1. Вытяжка каната может производиться при помощи какого-либо механизма или машины (лебедки, ворота и т.п.) с применением указателя усилия (динамометра, манометра и т.п.), приложенного к канату, или же при помощи груза, подвешенного к концу каната (если вытяжка производится в один конец) или к блоку (если вытяжка производится в несколько концов).
1.2. Установка для вытяжки может быть горизонтальной или вертикальной.
1.3. Диаметр направляющих роликов или барабана должен быть не менее 1000![]() , где
, где ![]() - диаметр наружной проволоки каната.
- диаметр наружной проволоки каната.
Радиус канавки роликов или барабана должен быть 0,5![]() , где
, где ![]() - диаметр каната. Предельное отклонение по радиусу канавки +0,1 мм.
- диаметр каната. Предельное отклонение по радиусу канавки +0,1 мм.
(Измененная редакция, Изм. N 1).
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. Канат, подвергающийся вытяжке, не должен иметь структурных дефектов.
2.2. Крепление концов каната должно производиться с помощью коушей, зажимов, улиток или каким-либо другим способом, не допускающим проскальзывания каната в местах его закрепления под действием усилия, производящего вытяжку.
2.3. Перед заделкой каната в соединительные приспособления конец его обвязывают мягкой проволокой для предупреждения произвольного расплетения каната.
3. ПРОВЕДЕНИЯ ИСПЫТАНИЯ
3.1. Вытяжка канатов может производиться в один конец (черт.1) и в несколько концов (черт.2-3).
Черт.1. Вытяжка в один конец
Вытяжка в один конец

Черт.1
Черт.2. Вытяжка в два конца
Вытяжка в два конца

Черт.2
Черт.3. Вытяжка в четыре конца
Вытяжка в четыре конца
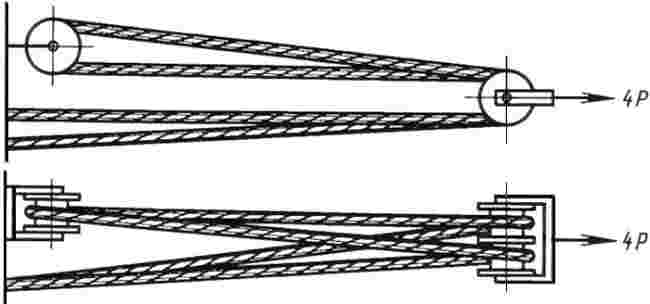
Черт.3
3.2. Продолжительность выдержки каната под полной нагрузкой - не менее 1 мин.
3.3. (Исключен, Изм. N 1).
3.4. При вытяжке каната в несколько концов величина усилия должна быть увеличена пропорционально числу концов каната (см. черт.3).
3.5. Усилие вытяжки канатов устанавливается (45±5)% от разрывного усилия каната в целом.
3.4, 3.5. (Измененная редакция, Изм. N 1).