
ГОСТ 31.111.41-93
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ И СБОРОЧНЫЕ ЕДИНИЦЫ УНИВЕРСАЛЬНО-СБОРНЫХ
ПРИСПОСОБЛЕНИЙ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ
Основные параметры. Конструктивные элементы.
Нормы точности
Parts and assembly units of universal assembly devices for metal-cutting machines.
Basic parameters. Constructive elements. Norms of accuracy
МКС 25.060.01
ОКП 39 6810
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН Межотраслевым головным конструкторско-технологическим институтом технологической оснастки (МГКТИтехоснастки)
ВНЕСЕН Государственным комитетом Украины по стандартизации и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 17 февраля 1993 г.
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Республика Азербайджан | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Белоруссия | Белстандарт |
| Республика Грузия | Грузстандарт |
| Республика Казахстан | Казглавстандарт |
| Киргизская Республика | Киргизстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Узбекистан | Узгосстандарт |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 марта 1996 г. N 215 межгосударственный стандарт ГОСТ 31.111.41-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 31.111.41-83
5 ПЕРЕИЗДАНИЕ
1 Область применения
1 Область применения
Настоящий стандарт распространяется на детали и сборочные единицы универсально-сборных приспособлений (УСП) и устанавливает их основные параметры, конструктивные элементы, серии и основные размеры, поля допусков линейных и угловых размеров, допуски формы и расположения поверхностей.
Основные параметры и конструктивные элементы, обеспечивающие взаимозаменяемость деталей и сборочных единиц УСП, - размеры пазов, диаметр основной крепежной резьбы, шаг между осями симметрии пазов или установочными и крепежными элементами, расстояние от оси симметрии паза до оси центрального базового отверстия, высота центров от базовой поверхности, угловой шаг между осями симметрии пазов, базовыми и крепежными элементами, расстояние между смежными базирующими пазами, расположение отверстий под крепежные детали относительно пазов - являются обязательными.
Остальные параметры, конструктивные элементы и нормы точности - рекомендуемые. Они могут изменяться разработчиком в зависимости от функционального назначения и условий конкретного производства.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 31.111.42-93* Детали и сборочные единицы универсально-сборных приспособлений к металлорежущим станкам. Технические требования. Методы контроля. Маркировка, упаковка, транспортирование и хранение
________________
* На территории Российской Федерации действует ГОСТ 31.111.42-83.
ГОСТ 8.050-73 Государственная система обеспечения единства измерений. Нормальные условия выполнения линейных и угловых измерений
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5584-75 Индикаторы рычажно-зубчатые с ценой деления 0,01 мм. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 9038-90 Меры длины концевые плоскопараллельные. Технические условия
ГОСТ 9484-81 Основные нормы взаимозаменяемости. Резьба трапецеидальная. Профили
ГОСТ 9562-81 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски
ГОСТ 9833-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
ГОСТ 10197-70 Стойки и штативы для измерительных головок. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25069-81* Основные нормы взаимозаменяемости. Неуказанные допуски формы и расположения поверхностей
________________
* С 1 января 2004 г. введен в действие ГОСТ 30893.2-2002 (ИСО 2768-2-89) Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально.
ГОСТ 25346-89 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 25347-82 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ 28798-90 Головки измерительные пружинные. Общие технические условия
Р 50-609-39-88 Рекомендации. Правила выбора средств контроля.
3 Серии
3.1 В зависимости от прочностных характеристик конструктивных элементов, образующих базовые и присоединительные поверхности различной геометрической формы, и их крепежных соединений стандарт устанавливает три серии деталей и сборочных единиц УСП.
3.2 Для каждой из трех серий, изготовляемых и вновь проектируемых деталей и сборочных единиц, устанавливают размеры, взаимное расположение и предельные отклонения конструктивных элементов, применяемых при образовании базовых и присоединительных поверхностей и их крепежных соединений.
3.3 При проектировании новых деталей и сборочных единиц принадлежность к серии устанавливают на основе расчета и просто соответствия допустимых деформаций с деформациями конструктивных элементов и их крепежных соединений при максимальных планируемых нагрузках.
3.4 Взаимозаменяемость деталей и сборочных единиц различных серий должна обеспечиваться применением переходных элементов с размерами и конструктивными параметрами, установленными настоящим стандартом.
4 Основные геометрические формы конструктивных элементов
4.1 Основные геометрические формы конструктивных элементов для образования поверхностей основных баз деталей и сборочных единиц соответствуют указанным на рисунке 1.
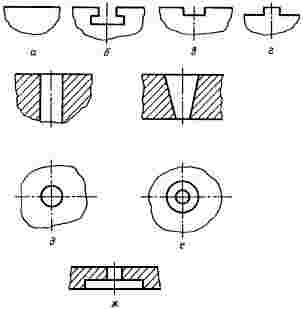
a - плоскость, б - Т-образный паз, в - П-образный паз, г - П-образный выступ,
д - цилиндрическое отверстие, е - коническое отверстие, ж - цилиндрическая выточка
Рисунок 1
5 Номенклатура конструктивных элементов. Параметры и размеры
5.1 Разновидности и основные размеры конструктивных элементов, образующих присоединительные поверхности, для установленных серий должны соответствовать приведенным в таблице 1.
Таблица 1
| Геометрическая форма конструктивных элементов, образующих присоединительные поверхности | Параметр | Серия | Основные значения, мм |
| Т-образный паз, П-образный паз | Ширина | 2 | 8 |
| | 3 | 12 | |
| | | 4 | 16 |
| П-образный выступ | Ширина | 2 | 8 |
| | | 3 | 12 |
| | | 4 | 16 |
| Центральное базовое отверстие | Диаметр | 2 | 8; 12; 18; 26; 60; 90 |
| | | 3 | 8; 12; 18; 26; 35; 45; 58; 120; 180 |
| | | 4 | 45; 70; 90; 120; 150; 180 |
| Резьбовое отверстие | Диаметр крепежных резьб | 2 | М8 |
| | | 3 | M12x1,5 |
| | | 4 | M16 |
5.2 Основные параметры расположения присоединительных элементов:
- шаг между осями симметрии пазов или установочными и крепежными элементами,
- угловой шаг между осями симметрии пазов, базовыми и крепежными отверстиями,
- расстояние от оси симметрии паза до оси центрального базового отверстия,
- высота центров от базовой поверхности,
- расстояние от оси симметрии пазов до базовой поверхности.
5.3 Расположение пазов должно соответствовать указанному на рисунках 2-4.
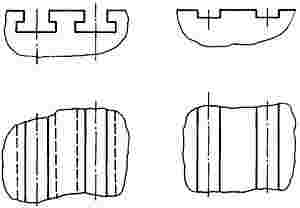
Рисунок 2
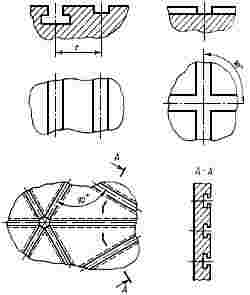
Рисунок 3
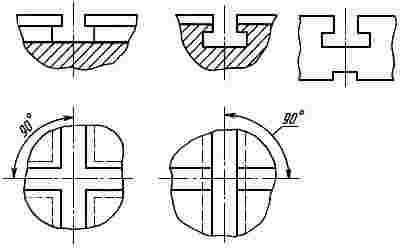
Рисунок 4
5.3.1 Угловое расположение пазов должно соответствовать указанному на рисунках 5, 6 и в таблице 2
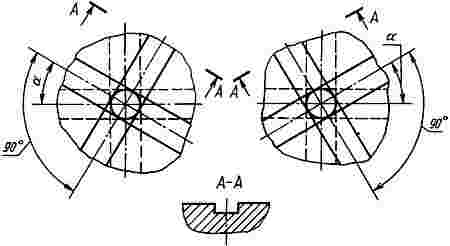
Рисунок 5
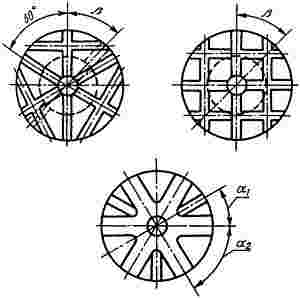
Рисунок 6
Таблица 2
| Серия |
|
|
|
|
| Пред. откл. по АТ7 | ||||
| 2 | - | - | - | 45° |
| 3 | 15°; 20°; 25°; 30°; 35°; 40°; 45° | 15°; 18°; 22°30'; 30°; 45° | 30°; 36°; 45°; 60°; 90° | |
| 4 | - | - | - | 60° |
5.4 Угловое расположение поверхностей должно соответствовать указанному на рисунках 7, 8 и в таблицах 3, 4.
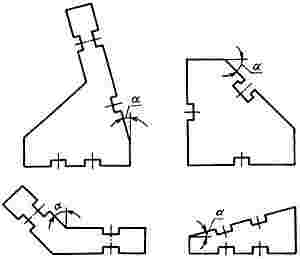
Рисунок 7
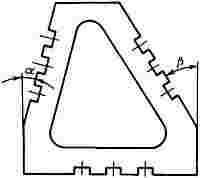
Рисунок 8
Таблица 3
| Серия |
|
| Применение |
| | пред. откл. по АТ7 | | |
| 2, 3 | 2°30'; 5°; 7°30'; 10°; 12°30'; 15°; 17°30'; 20°; 22°30'; 30°; 32°30'; 35°; 37°30'; 40°; 42°30'; 45° | - | Угловые односторонние опоры |
| 4 | 2°30'; 5°; 7°30'; 10°; 12°30'; 15°; 17°30'; 20°; 22°30' | 42°30'; 40°; 37°30'; 35°; 32°30'; 27°30'; 25°; 22°30' | Угловые двухсторонние опоры |
| | 15°; 30°; 45° | - | Угловые односторонние опоры |
Таблица 4
| Серия |
| Применение |
| 2, 3 | 0°10'; 0°15'; 0°20'; 0°30'; 1°00'; 1°30'; 2°00'; 2°30' | Угловые подкладки |
| 4 | 0°15'; 0°30'; 0°45'; 1°00' |
5.5 Расположение отверстий под крепежные детали относительно пазов и их размеры должно соответствовать указанному на рисунках 9, 10 и в таблице 5.
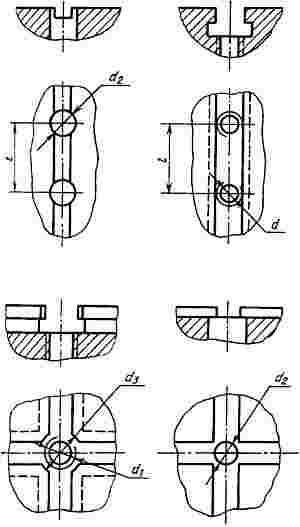
Рисунок 9
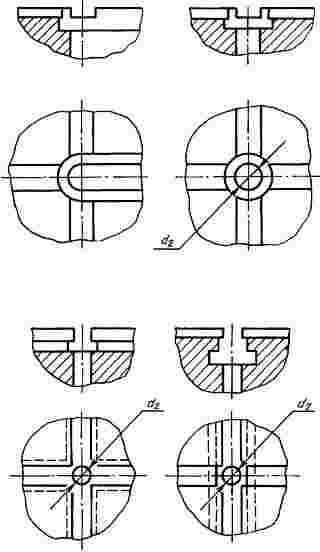
Рисунок 10
Таблица 5
В миллиметрах
| Серия |
|
|
|
|
|
| 2 | M8 | М12х1,5 | 8,4 | 13 | 30 |
| 3 | M12x1,5 | М16 | 13,0 | 20 | 60 |
| 4 | М16 | М16 | 18,0 | - | 60 |
5.6 Расположение отверстий под фиксаторы относительно паза должно соответствовать указанному на рисунке 11 и в таблице 6.
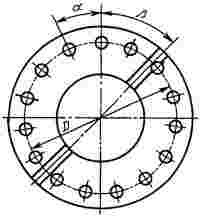
Рисунок 11
Таблица 6
| Серия |
|
|
|
| пред. откл. АТ7 | |||
| 2 | 15°, 18°, 20°, 24° | 45° | 90, 120, 150, 170 |
| 10°, 15°, 18°, 24° | 230 | ||
| 7°30', 10°, 18°, 24° | 300 | ||
| 3 | 15°, 18°, 20°, 24° | 210 | |
| 7°30', 10°, 18°, 24° | 300, 340 | ||
| 5°, 7°30', 18°, 24° | 460 | ||
| 4°, 5°, 7°30', 18° | - | 580 | |
| 4 | 18° | 350, 470 | |
| 15° | 410, 530 | ||
5.7 Конструктивные исполнения Т-образных пазов и их основные размеры должны соответствовать указанным на рисунке 12 и в таблице 7.
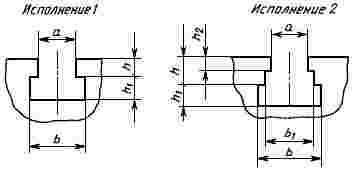
Рисунок 12
Таблица 7
В миллиметрах
| Серия | Испол- |
|
|
|
|
|
| Применение | ||
| номин. | пред. откл. | номин. | пред. откл. | |||||||
| 2 | 1 | 8,0 | 5,0 | 4,2 | Н14 | - | 13,0 | Н14 | - | Базовые и корпусные детали |
| 6,0 | Круглые плиты | |||||||||
| 3 | 12,0 | 7,2 | 20,0 | Н16 | Корпусные детали | |||||
| 8,0 | Облегченные плиты, угловые опоры | |||||||||
| 2 | 7,5 | Н17 | 4,0 | 13,0 | Базовые детали | |||||
| 4 | 1 | 16,0 | 10,0 | 8,5 | - | 24,0 | - | Корпусные детали | ||
| 2 | 15,0 | 5,0 | 18,0 | Базовые детали | ||||||
| Примечание - Допускается в корпусных деталях-прокладках серии 3 толщиной до 5 мм выполнять паз с | ||||||||||
5.8 Размеры П-образных пазов должны соответствовать указанным на рисунке 13 и в таблице 8.
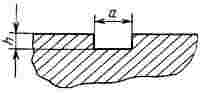
Рисунок 13
Таблица 8
В миллиметрах
| Серия |
|
| Применение |
| 2 | 8,0 | 2,5 | Пазы под шпонки |
| 3 | 12,0 | 3,0 | |
| 4 | 16,0 | 5,0 | |
| 2 | 12,0 | 3,0 | Пазы под планки с установочным отверстием |
| 15,0 | |||
| 20,0 | |||
| 22,5 | |||
| 30,0 | |||
| 3 | 20,0 | 4,0 | |
| 30,0 | 5,0 | ||
| 45,0 | |||
| 4 | 45,0 | 5,0 | |
| 60,0 |
5.9 Размеры П-образных выступов должны соответствовать указанным на рисунке 14 и в таблице 9.
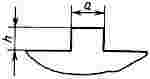
Рисунок 14
Таблица 9
В миллиметрах
| Серия |
|
| Применение | |
| номин. | пред. откл. | |||
| 2 | 8,0 | h6 | 4,2; 7,0; 8,0 | Т-образные шпонки |
| 3 | 12,0 | h6 | 5,0; 8,5; 10,5; 12,5 | |
| 4 | 16,5 | h6 | 9,5; 14,5; 19,5 | |
| 2 | 8,0 | h6 | 2,4 | Переходные шпонки |
| 3 | 8,0 | | 2,5 | |
| 4 | 12,0 | | 3,0 | |
| 2 | 8,0 | h6 | 2,5 | Передвижные пальцы |
| 8,0 | f9 | 3,0 | Корпуса поворотных кронштейнов | |
| 15,0 | g6 | 12,0 | Откидные планки | |
| 20,0 | | 3,0 | ||
| 3 | 16,0 | h6 | 2,5; 8,0 | Передвижные пальцы, вкладыши |
| 12,0 | ||||
| 12,0 | f9 | 5,0 | Корпуса поворотных кронштейнов | |
| 25,0; 30,0; 35,0; | g6 | 5,0 | Откидные планки | |
| 4 | 76,0 | g6 | - | Корпуса поворотных кронштейнов |
| 60,0; 80,0; | g6 | - | Откидные планки | |
5.10 Размеры центрального базового отверстия в круглых плитах и делительных дисках должны соответствовать указанным на рисунке 15 и в таблице 10.

Рисунок 15
Таблица 10
В миллиметрах
| Серия |
|
| 2 | 8, 12, 18, 26, 60, 90 |
| 3 | 8, 12, 18, 26, 35, 45, 58, 120, 180 |
| 4 | 45, 70, 90, 120, 150, 180 |
5.11 Размеры установочных отверстий в опорах, угольниках, проставках, соединительных, ступенчатых и кондукторных планках должны соответствовать указанным в таблице 11.
Таблица 11
В миллиметрах
| Серия |
|
| 2 | 4, 6, 8, 12, 18, 26 |
| 3 | 8, 12, 18, 26, 35, 45, 58 |
| 4 | 26, 35, 45, 58, 70, 90, 120, 150, 180 |
| * Для кондукторных планок H6. | |
5.12 Размеры установочных отверстий под фиксаторы в делительных дисках должны соответствовать указанным на рисунке 16 и в таблице 12.
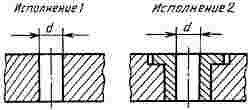
Рисунок 16
Таблица 12
В миллиметрах
| Серия |
|
| 2 | 6; 8 |
| 3 | 12 |
| 4 | 16 |
5.13 Размеры крепежных резьб должны соответствовать указанным в таблице 13.
Таблица 13
| Серия | Диаметр | ||
| основной крепежной резьбы | вспомогательной крепежной резьбы | резьбы для крепления шпонок | |
| 2 | М8, М12х1,5 | М3, М4, М5, М6 | М3 |
| 3 | M12x1,5; M16 | М6, М8, М12х1,5 | М5 |
| 4 | М16 | М8, М10, М12х1,5; M16 | М5 |
5.14 Профиль и основные размеры трапецеидальной резьбы должны соответствовать ГОСТ 9484.
5.15 Размеры сквозных отверстий под крепежные детали должны соответствовать указанным на рисунке 17 и в таблице 14.
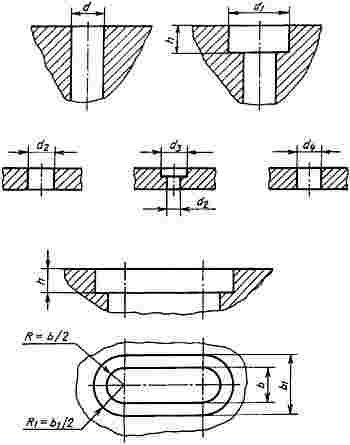
Рисунок 17
Таблица 14
В миллиметрах
| Серия |
|
|
|
|
| Отверстия в шпонках | ||
|
|
|
| ||||||
| 2 | 8,4 | 13; 15 | 8,4 | 15,0 | 7,5 | 3,8 | 5,5 | 3,0 |
| 3 | 13,0 | 19; 23 | 13,0 | 23,0 | 10,5 | 6,0 | 8,4 | 5,0 |
| 4 | 18,0 | 28; 34 | 18,0 | 28; 34 | 14,0 | 6,0 | 8,4 | 5,0 |
5.16 Основные размеры круглых плит должны соответствовать указанным на рисунке 18 и в таблице 15.
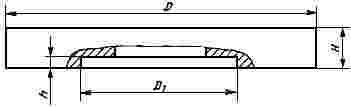
Рисунок 18
Таблица 15
В миллиметрах
| Серия |
|
|
|
| |
| номин. | пред. откл. | ||||
| 2 | 90; 120 | 60 | 4 | Н12 | 20 |
| 150; 180; 240; 320 | 90 | 25; 30 | |||
| 3 | 240; 320; 360 | 120 | 5 | 30; 40 | |